
В отличие от метода ММА, аргоновая сварка позволяет создавать более аккуратные швы, которые не нуждаются в зачистке. Еще этим методом можно соединять до восьми видов металлов. Наша статья поможет выбрать сварочный аппарат для аргонодуговой сварки, чтобы он подходил для Ваших потребностей, и покажет рейтинг уже опробованных моделей, которые имеют положительные отзывы, а также нравятся сварщикам своими характеристиками.
- Принцип работы аргонодуговой сварки
- Плюсы и минусы метода TIG
- Как подобрать оборудование, необходимое для работы
- Как выбрать сварочный аппарат для TIG сварки
- Дополнительное оборудование, необходимое для работы
- Видео. Что такое аргоновая сварка и как выбрать аппарат для аргонодуговой сварки
- Лучшие аргоновые сварочные аппараты
- Лучшие аппараты для аргонодуговой сварки, работающие на постоянном токе DC
- Лучшие универсальные аппараты для аргонодуговой сварки DC/AC
- Особенности сваривания различных металлов
- Алюминий
- Медь
- Титан
- Видео. TIG сварка для начинающих
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Принцип работы аргонодуговой сварки
В международном обозначении аргонодуговой метод имеет аббревиатуру TIG. Он активно применяется на производстве и в мастерских. С его помощью соединяют треснутые детали автомобилей (поддоны картера, блоки охлаждения двигателя), собирают емкости для пищевой и химической промышленности, изготавливают нержавеющие полотенцесушители, коллекторы, фильтры для жидкостей и т. д. В гараже таким аппаратом можно успешно выполнять кузовной ремонт или выпускать мелкую продукцию.
Принцип работы аргоновой сварки заключается в соединение металлов электрической дугой в среде инертного газа. Для процесса понадобиться источник тока, который понижает напряжение и повышает ампераж. Ток подается на горелку, оснащенную вольфрамовым электродом. Он неплавящийся, поэтому сварщику легче контролировать длину дуги, которая должна быть 2-5 мм. Кабель массы подключается к изделию.
Прикосновение конца вольфрамовой иглы к детали возбуждает электрическую дугу. Для тонких швов не требуется поперечных колебаний — электрод ведется ровно, справа налево вдоль линии шва, поверхность соединения получается гладкой как зеркало. Если между деталями присутствует зазор или необходимо расширить границы шва, то при ведении горелки, сварщик совершает незначительные колебания по сторонам, растягивая сварочную ванну. Это содействует образованию мелкой чешуи.

Процесс аргонодуговой сварки.
Температура дуги колеблется от 2000 до 5000 градусов, в зависимости от силы тока. Это позволяет расплавлять кромки металла и соединять его тонким швом. Чтобы усилить конструкцию, используется присадочная проволока, подающаяся второй рукой сварщика в сварочную ванну. Так, можно повысить высоту валика, придать шву чешуйчатость и даже выполнять наплавку металла под последующую механическую обработку (проточку на токарном станке, шлифовку).
Для защиты сварочной ванны от внешней среды применяется инертный газ аргон. Он подается от баллона в горелку и вытесняет обычный воздух. Это исключает образование пор в структуре шва. Соединение получается герметичным и прочным. Параллельно защитный газ охлаждает вольфрамовый электрод и керамическое сопло, чтобы они не перегревались.
На заключительной стадии, когда дуга погашена, аргон содействует застыванию шва.
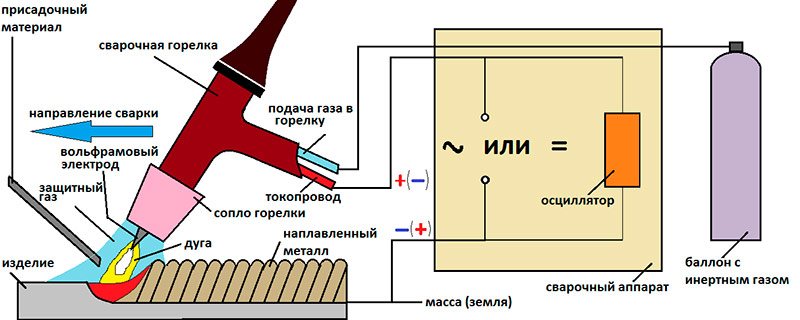
Схема процесса аргонодуговой сварки.
Плюсы и минусы метода TIG
У метода TIG есть явные преимущества перед другими способами сварки, но работа аргоновым сварочным аппаратом имеет и несколько недостатков, к которым нужно быть готовым, выбирая этот метод сваривания.

Плюсы метода TIG
- локальный нагрев исключает серьезные деформации изделия;
- тонкая вольфрамовая игла позволяет создавать узкие, аккуратные швы;
- можно вести сварку с присадкой и без нее, влияя на высоту валика;
- соединение получается без шлаковой корки сверху;
- в большинстве случаев не требуется последующая
- механическая обработка;
можно сваривать нержавеющие стали и цветные металлы; - швы герметичны и выдерживают высокое давление;
- отсутствуют брызги металла, прилипающие к поверхности.

Минусы метода TIG
- скорость соединения уступает MIG;
- колпак горелки мешает работе в труднодоступных местах;
- керамическое сопло немного ограничивает видимость сварочной ванны;
- качество шва зависит от навыков пользователя (сразу взять и варить, как полуавтоматом не получится);
- требуется постоянно подавать второй рукой присадку и контролировать ее длину (при сварке длина проволоки быстро сокращается, а длинные куски неудобно держать в руках,
- поскольку они «гуляют»);
- вольфрамовые электроды стоят дороже покрытых;
- дополнительные расходы на аргон;
- нельзя качественно сварить детали на улице при сильном ветре (сдувается аргон и сварочная ванна остается незащищенной).
Как подобрать оборудование, необходимое для работы
Оборудование для аргонодуговой сварки нужно выбирать исходя из предстоящих задач и их объемов. Иначе можно купить слишком слабый агрегат, или наоборот переплатить за тот потенциал, который останется незадействованный. Сперва поговорим о выборе источника тока.
Как выбрать сварочный аппарат для TIG сварки
Аргонный сварочный аппарат — это инвертор, подключаемый к сети 220 или 380 V, который несколько раз преобразует ток из переменного в постоянный, повышая при этом его частоту. Внутри используется несколько трансформаторов, диодные мосты и плата с ключами. Все это содействует небольшому весу 4-30 кг и высокому качеству шва.
Если Вам необходим аппарат для сварки в гараже, то выбирайте модель 220 В. Для производства оптимально 380 В. Вес 4-8 кг пригодится при выездной деятельности и работе на высоте, а также с объемными конструкциями. При стационарном использовании вес не играет значения. Обратите внимание на следующие параметры и возможности оборудования при выборе инвертора для аргоновой сварки.

Сварочный аргоновый аппарат и необходимо оборудование.
Вид металла и сварочного тока
На выходе инвертор выдает постоянный ток. Это позволяет отлично сваривать черные стали, нержавейку, чугун, медь и даже титановые сплавы.
Если в Вашей мастерской работают только с этими металлами, то выбирайте любой аргоновый аппарат со значением DC.
Но соединить таким аппаратом алюминий и его сплавы не получится. Трудность составляет оксидная пленка, которая имеет температуру плавления свыше 2000 градусов, хотя сам металл становится текучим уже после 660 градусов. Для сварки алюминия необходим универсальный инвертор AC/DC, который может переключаться на переменный ток. Благодаря этому легко разрушается оксид на поверхности, а основной металл не прожигается от высокой температуры дуги.
Если у Вас СТО или деятельность связана с емкостями из алюминия, то ищите аргоновый аппарат с обозначением AC/DC.
| Различные виды сталей | Алюминий |
| Нержавеющая сталь | Сплавы магния |
| Чугун | — |
| Медь | — |
| Титановые сплавы | — |
Диапазон сварочного тока
От диапазона силы тока (А) зависит, с какой толщиной заготовок получится работать. Здесь важен как верхний, так и нижний показатель. Средним расчетным значением служит 35 А на каждый 1 мм толщины металла. Например, если Вы свариваете трубы и профиль, у которых сечение стенки не превышает 2 мм, то будет достаточно 70 А. Аргоновый аппарат с максимальным показателем 160 А покроет любые потребности по сварке заготовок с толщиной до 4 мм. Когда требуется соединять аргоновой сваркой заготовки 5-7 мм, то выбирайте инвертор с максимумом 200-250 А.
Минимальное значение, до которого можно опустить силу тока, влияет на возможность сварки тонкого металла. Например, есть аргоновые аппараты с нижним порогом в 5 А. Этого хватит, чтобы заварить жесть с сечением 0.6 мм. Модели с нижним показателем 20-30 А на такое не способны.
| Стальные сплавы | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Алюминий | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Импульсный режим
Выбирать аргоновый аппарат с такой функцией необходимо для еще более качественной сварки тонких металлов. Импульсный режим подразумевает чередование сварочного тока и паузы. Это позволяет сократить тепловложение, полностью устранить деформации и коробление детали. Частоту смены импульса можно регулировать, что определяет скорость сваривания. Такой режим востребован и при соединении алюминия, поскольку высокий ток разрушает оксид, а понижение мощности во время паузы не дает прожечь основной металл.
Интенсивность использования (продолжительность включения)
По-другому этот параметр называется продолжительностью включения и обозначается в процентах. Например, с ПВ 40% аргоновым аппаратом получится работать 4 минуты из десяти. Если применять его чаще, то он перегреется и сработает защита. Оборудование отключится принудительно до полного охлаждения.
Когда в работе есть много подготовительных процессов, зачистка, нарезка заготовок, то достаточно показателя ПВ 40%. Инвертор будет успевать остывать во время таких пауз. Если сварщик работает постоянно, а все подготовительные процессы выполняют другие, то необходим более производительный аппарат с ПВ 80 или 100%. Тогда работа не будет простаивать.
Но продолжительность включения измеряется на максимальном токе, поэтому у модели на 300 А с ПВ 60%, при понижении сварочного тока до 200 А, ПВ составит 100%. Так что при определении интенсивности использования еще стоит учесть, какой рабочий ток необходим для повседневных задач.
Дополнительные функции
Аппараты для аргонодуговой сварки могут оснащаться некоторыми функциями, облегчающими процесс или повышающими качество шва. Конечно, чем шире возможности оборудования, тем оно дороже, поэтому стоит подумать, насколько каждая функция необходима в конкретном случае.
Вот самые распространенные:
- Время продувки газом. В аппарате можно настраивать время предварительной и пост продувки аргоном. В начале процесса это помогает убрать окружающий воздух из зоны возбуждения дуги. В конце это содействует кристаллизации сварочной ванны и охлаждению электрода. Чем дольше остывает металл, например алюминий, тем длительнее должна быть продувка (до 7 с).
- Высокочастотный поджиг. Любой инвертор можно оснастить вентильной горелкой, чтобы им получилось выполнять ТИГ сварку. Но для возбуждения дуги потребуется касаться кончиком электрода об изделие, к которому подключена масса. В моделях с высокочастотным поджигом используется осциллятор, который пробивает напряжением по воздуху расстояние до 10 мм. Это помогает начать сварку без касания, просто поднеся горелку. На поверхности изделия остается меньше следов, а электрод приходится реже затачивать.
- Заварка кратера. Это постепенное снижение амплитуды сварочного тока, которое помогает устранить точку на «замке» шва. Такая функция важна при сварке труб и емкостей под воду и другие жидкости, а также во время работы с тонкими листами 0.6-1.0 мм.
- Водяное охлаждение. В аппаратах для аргоновой сварки может быть установлен насос, перекачивающий антифриз по кабель-каналу в горелку. Это содействует ускоренному отводу тепла от керамического сопла и электрода, продлевая время беспрерывной работы. Функция необходима там, где используются высокие токи 250-400 А и нужна продолжительная работа оборудования.
Дополнительное оборудование, необходимое для работы
Для аргонодуговой сварки, кроме источника тока понадобится кабель с горелкой. Чаще всего он идет в комплекте с оборудованием, но у премиальных моделей EWM, Lincoln Electric и других может продаваться отдельно.
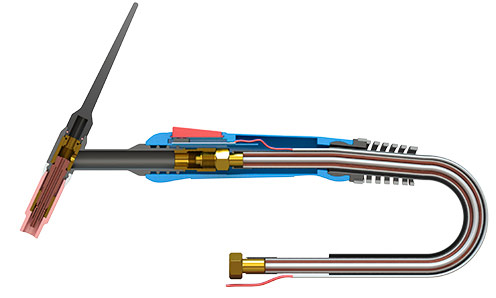
Горелка для аргонодуговой сварки в разрезе.
Горелки бывают вентильного типа (подача газа открывается вентилем на горелке) и с кнопочным управлением (нажатие кнопки на горелке запускает газ и ток). Длина рукава 2-5 м выбирается в зависимости от требуемой мобильности сварщика и размеров собираемых конструкций.

Горелка для аргонодуговой сварки вентильного типа.

Горелка для аргонодуговой сварки с кнопочным управлением.
Для сварки необходим баллон с инертным газом. Если работать приходится периодически, то достаточно купить баллон на 10 л, который не занимает много места и его легко отвезти в багажнике на заправку. Этот же вариант практичен при выездном образе работы. При постоянной стационарной деятельности в мастерской или на производстве выбирают большой баллон на 150 л.

Баллон с инертным газом для аргонодуговой сварки.
К баллону необходим редуктор с манометрами высокого и низкого давления, а также шланг, связывающий баллон с инвертором. По манометру высокого давления сварщик следит за остатком газа, а по низкому устанавливает расход аргона в горелке.

Редуктор манометры и шланг.
Для сварки понадобятся вольфрамовые электроды. Они бывают с синим, золотистым, красным или зеленым наконечником для разных типом металлов. Самым универсальным служит синий цвет наконечника. Диаметр электрода 1.6-4.0 мм выбирается в зависимости от требований к ширине шва, глубине проплавки и максимальной силы тока.

Электроды для аргонодуговой сварки.
Аргоновую сварку можно выполнять без присадки, если детали плотно подогнаны между собой, а на конструкцию не оказывается сильной механической нагрузки. В других случаях используют присадочную проволоку из того же материала, что и основной свариваемый металл.

Присадочная проволока для аргонодуговой сварки.
Источник: srbu.ru
Оборудование для аргонодуговой сварки
Аргонно-дуговая сварка — это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:

- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося — вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока — постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов — эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это — ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.

Всего известно более 60 видов сваривания металлов.
Если вам нужно быстро и качественно нарезать металл, используйте для этого газовую резку. Подробнее читайте в этой статье.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.

Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ — аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона — процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков — аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Источник: elsvarkin.ru