Методики бережливого производства и оптимизации бизнес процессов
Контрольные карты Шухарта
Опубликовано 28.10.2018 Автор Ренат Лотфуллин
Контрольная карта Шухарта показывает, когда ваш процесс выходит из-под контроля и помогает определить наличие специальных причин вариации. Когда мы сталкиваемся с особыми причинами вариации, наш процесс начинает быть нестабильным и нам необходимо принимать меры, чтобы выровнять процесс. Также на контрольной карте можно увидеть тренды и предсказать дальнейшее развитие процесса. Поэтому контрольные карты используются для определения зон фокуса.
Контрольная карта – это график, на котором отображены данные, упорядоченные по времени. Большинство контрольных карт включает центральную линию и верхний и нижний контрольный лимит. Центральная линия – это среднее значение процесса. Контрольные лимиты – это вариабельность процесса. По умолчанию, контрольные лимиты рисуются на расстоянии 3-х стандартных отклонений от центральной линии.
SPC. Часть 1. Контрольные карты Шухарта (X-R, I)
Когда использовать контрольные карты
Контрольные карты могут быть полезным инструментом вне зависимости контролируете ли вы текущий процесс или пытаетесь лучше понять новый процесс.
Вы можете использовать карты Шухарта для:
- Демонстрации стабильности и последовательности процесса с течением времени. Процесс считается стабильным, если он включает изменчивость по общим причинам и отсутствуют точки вне контрольных лимитов
- Удостоверится, что процесс стабилен, прежде чем вы начнете делать анализ возможностей (capability analysis). Анализ возможностей считается правильным, если производился на стабильном процессе
- Оценки эффективности изменений процесса. С помощью контрольных карт очень просто видеть смещения среднего и изменения вариабельности процесса.
- Комуницировать производительность процесса в определённый промежуток времени
Структура контрольных карт
Как я уже говорил ранее, обычная контрольная карта состоит из графика переменных процесса, центральной линии и верхних и нижних контрольных лимитов. Также некоторые карты могут содержать спецификационные лимиты. Давайте разберем каждый из этих элементов более подробно.
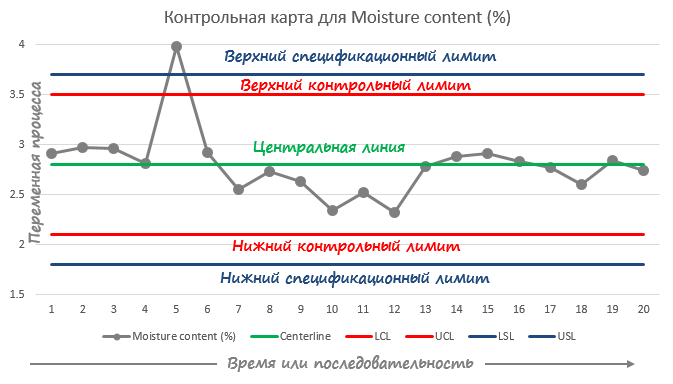
Центральная линия представляет собой фактическое среднее значение процесса и это не обязательно требуемое среднее значение процесса.
Центральная линия представляет собой горизонтальную линию на графике и отражает среднее значение измеряемого параметра качества. Центральная линия нужна, чтобы видеть, как ведет себя процесс по сравнению со средним значением. Если наш процесс контролируется, точки будут случайным образом распределены по обе стороны от центральной линии.
Не путайте центральную линию с целевым значением процесса. Целевое значение – это желаемый результат, а не фактический.
Построение контрольных карт Шухарта для средних значений и определение особых точек
Контрольные лимиты отражают вариабельность процесса и помогают понять, когда ваш процесс находится не под контролем.
Контрольные лимиты – это горизонтальные линии выше и ниже центральной линии, которые используются для оценки стабильности процесса. Верхний и нижний контрольные лимиты рассчитываются на основе случайной вариабельности процесса. По умолчанию, контрольные лимиты отражают 3 стандартных отклонения выше и ниже центральной линии.
На примере выше график отражает измерения влажности продукта. Видно, что пятая точка измерения находится выше верхнего контрольного лимита. Эта точка показывает, что влажность продукта в этот момент времени была выше ожидаемого.
Не путайте контрольные лимиты со спецификационными лимитами. Контрольные лимиты рассчитываются исходя из вариабельности процесса, спецификационные лимиты основаны на ожиданиях клиента. Процесс может быть под контролем и, тем не менее, не отвечать требованиям спецификации.
Спецификационные лимиты — это значения, внутри которых должен находится процесс. На графике это горизонтальные линии ниже и выше центральной линии. Эти границы обычно определяются требованиями потребителя. На примере влажности продукта выше. Если влажность будет выше спецификационного лимита, продукт испортится раньше, указанного на упаковке, срока годности.
И наоборот, если влажность будет ниже, продукт будет очень твердым и его никто не будет покупать.
Построение контрольных карт
Контрольные карты строятся достаточно просто, при наличие Minitab. Достаточно иметь данные для построения и знать, какой график вы хотите построить (об этом мы поговорим в следующих статьях). Но даже если Minitab’a нету под рукой, в Excel контрольные карты тоже можно построить.
Давайте с вами рассмотрим пример построения самого популярного графика для контрольных карт I-MR. I-MR расшифровывается как Individual – Moving Range и используется, если в одном тесте у нас всего одно измерение.
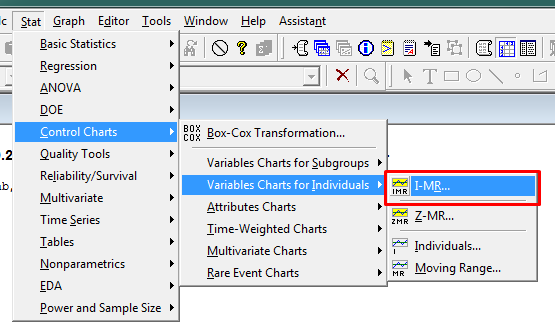
Переходим по вкладке Stat -> Control Charts -> Variables Charts for Individuals -> I-MR
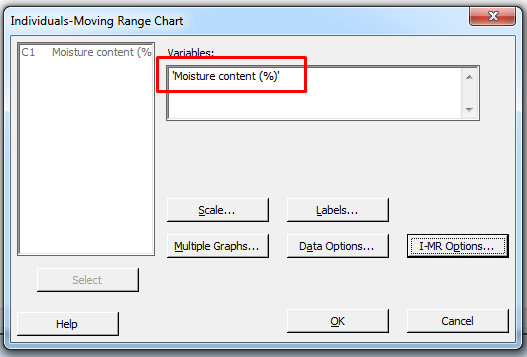
В появившемся диалоговом окне Individuals-Moving Range Chart в поле Variables указываем набор переменных для нашего графика.
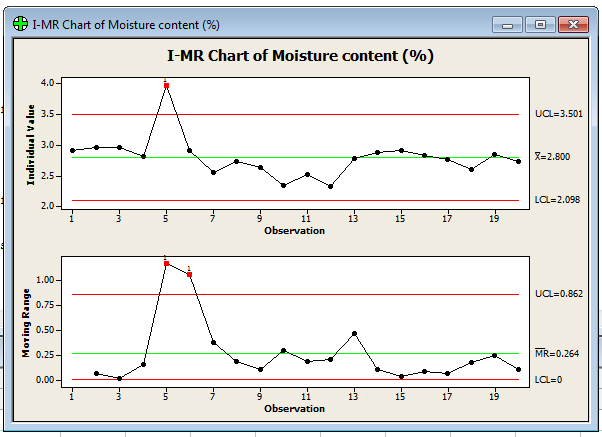
Щелкаем кнопку OK, и программа выдает окно, которое состоит из двух графиков. Первый, верхний график выстроен по индивидуальным значениям каждого измерения. Второй, нижний график отражает размер смещения каждого последующего измерения от предыдущего, т.е. насколько изменилось значение по сравнению с предыдущим. По сути, это разница измерений, например, между вторым и первым, третьим и вторым и т.д. Поэтому для первой точки измерения на графике Individual отсутствует точка на графике Moving Range, так как она первая и сравниваться ей не с чем.
Если у вас не установлен Minitab не расстраивайтесь. Excel также прекрасно справляется с построением графиков временного ряда, только нужно будет добавить функционал позволяющий рассчитывать контрольные лимиты. Да и это тоже не проблема. Я создал для вас файл-шаблон, который выстраивает контрольную карту по тому набору данный, который у вас имеется.
Для более простого понимания вы можете скачать файлы, которые я использовал при создании этой статьи.
Итог
Сегодня мы с вами поговорили о контрольных картах – основном инструменте статистического управления процессами. Контрольные карты помогают понять, является ли процесс под контролем и предсказать изменения в процессах в будущем. В следующей статье мы с вами поговорим о типах контрольных карт, встречающихся в SPC
Рубрика: SPC | Метки: Control charts, SPC, Контрольные карты | 1 комментарий | Permalink
Один комментарий
- Pingback: InLean
Источник: inlean.ruОбласти применения контрольных карт Шухарта безграничны, а аналитическая методология Statistical Process Control (SPC) до сих пор является инновационной
«Знаниям нет замены. Но перспектива использования знаний пугает».
[2] Э. Деминг,»Выход из кризиса»
(W. Edwards Deming, «Out of the Crisis»)
Понимание теории вариабельности и применение контрольных карт Шухарта на всех уровнях управления компанией, без преувеличения, имеет наиважнейшее значение для конкурентоспособности российской промышленности.
Применение контрольных карт Шухарта позволяет находить производственные проблемы, как только они проявились и правильно реагировать на них, не совершая ошибок первого и второго рода, ещё до того как они станут причиной брака и переделок.
Контрольные карты Шухарта — основной аналитический инструмент Статистического управления процессам (Statistical Process Control, SPC), с успехом применяются в промышленности, торговле, сфере обслуживания, здравоохранении, спорте, образовании, экологическом мониторинге, страховании, сферах безопасности, государственном управлении и в космосе (смотрите примеры ниже).
Инновационность методологии контрольных карт Шухарта подтверждается и тем, что даже знакомые с контрольными картами не понаслышке в большинстве случаев не имели возможности использовать их в полную силу.
Чего нет в книгах, непонятно или вообще неизвестно инженерам по контролю качества, так это того, что те же самые контрольные карты, которые посылают статистические сигналы производственному рабочему, также предоставляют руководству меру совокупности проблем, относящихся к самой системе (общим причинам).
Опять же, системные (общие) причины — это задачи для менеджмента.
— Речь Э. Деминга в Японии в 1978г.
«Быстрый обзор некоторых новых принципов управления»
Пояснение цитаты Э. Деминга (Григорьев С.П.)
Когда контрольная карта Шухарта демонстрирует признаки присутствия особых причин вариабельности в соответствии с зональными критериями Western Electric, это свидетельствует о нестабильном (непредсказуемом) поведении процесс и указывает производственному рабочему, что наблюдаемые в «красных» точках вариации обусловлены особыми причинами, которые следует устранить и если невозможно устранить одномоментно, взять под контроль — это в большинстве случаев можно сделать на цеховом уровне.
В то же время, контрольные границы (верхняя и нижняя красные линии) нестабильного процесса демонстрируют минимальный потенциал состояния процесса, к которому он придёт после устранения особых причин на цеховом уровне. Эти же контрольные границы и положение процесса (Центральная линия, CL) демонстрируют состояние, обусловленное общими (системными) причинами, когда дальнейшие улучшения в абсолютном большинстве случаев зависят от того, как спроектирован процесс, а это находится в компетенции высшего менеджмента компании. Но системными изменениями следует заняться только после устранения особых причин вариаций! Иначе вы не сможете оценить их результативность.
Если же контрольная карта Шухарта демонстрирует стабильное (предсказуемое) поведение процесса — контрольные границы и среднее процесса демонстрирую, что процесс находится в лучшем состоянии, на которое он способен в существующей системе общих причин. И если это состояние процесса не удовлетворяет требованиям к нему, то только системные изменения смогут улучшить положение дел, а это подвластно только высшему менеджменту компании, но не цеховому. Стабильное состояние процесса позволит отследить результативность предпринятых попыток улучшения системы, в которой и функционирует этот процесс.
Всем на предприятии и в первую очередь высшему менеджменту сегодня нужны новые знания. Каменный век закончился не потому, что закончились камни.
Статистическое управление процессами открывает дорогу к улучшениям и инженерным инновациям, дает возможность измерить результаты любых попыток улучшений, делает процесс по-настоящему прозрачным и измеримым.
Многие знают о статистическом контроле качества на производстве. Это важно, но производство лишь малая часть общей системы. Можно добиться 100%-гo успеха в рамках производства и, в конце концов, обанкротиться. Самое важное применение принципов статистического контроля качества, под которыми я подразумеваю знания об общих и особых причинах вариаций, в управлении человеческими ресурсами.
— [2] Эдвардс Деминг
Контрольные карты Шухарта единственный аналитический инструмент, который отвечает на вопрос «Что делать?», а не просто подсчитывает и сравнивает показатели, и наоборот, что не следует делать для улучшения контролируемого процесса, даже если такие действия кажутся логичными для наблюдателя.
Изучение максимально возможного числа источников вариации, влияющих на качество конечного продукта, а также принятие мер по её снижению должны стать ежедневными задачами менеджеров. Пока это не так, устаревший метод сортировки, переделки и повторной сортировки будет гарантированно приводить к отсутствию прогресса, низкой производительности и все возрастающей неконкурентоспособности.
Одними из самых мощных и эффективных инструментов улучшения производства путем уменьшения вариации оказались концепции и методы, созданные Уолтером Шухартом и развитые Уильямом Эдвардсом Демингом. Они помогают произвести перемены, столь важные для выживания любой компании.
Статистическое управление процессами — это в первую очередь целое мировоззрение, подкрепленное определенными методами. Это способ мышления, и в этом вся суть. Без такого мышления методы совершенно бесполезны! Обозначить важность контрольных карт для непрерывного совершенствования может только высшее руководство. Если высшее руководство оказывает этому активную поддержку, потенциальный эффект от внедрения контрольных карт превзойдет все ожидания!
[4] Дональд Уилер, «Статистическое управление процессами.
Оптимизация бизнеса с использованием контрольных карт Шухарта»
(Donald J. Wheeler, «Understanding Statistical Process Control»)
Типы данных
Для анализа бизнес- и технологических процессов c помощью контрольных карт Шухарта подойдут любые данные измерений и подсчётов, например:
- данные контроля ключевых характеристик качества собственных полуфабрикатов и готовой продукции;
- данные контроля ключевых характеристик качества оказываемых услуг;
- данные входного контроля СиМ;
- любые ключевые показатели производительности (проектирование, закупки, производство, продажи, техническое обслуживание, склад и логистика и т. д.);
- любые финансовые показатели (управленческая и бухгалтерская отчётность), например, дебиторская и кредиторская задолженность, чистая прибыль (убыток), запасы, себестоимость продаж, коммерческие и управленческие расходы, показатели движения денежных средство (ДДС);
- частота событий (происшествий, инцидентов), любые данные подсчётов (дефекты, поломки, несчастные случаи, незапланированные остановки, инциденты нарушения безопасности и т. д.);
- данные предиктивной аналитики (контролируемые параметры функционирования дорогостоящего и ответственного оборудования);
- данные размера, веса, зазора, расхода, уровня жидкости, вибрации (вибродиагностика), давления, температуры, влажности, газового анализа, положения, скорости, силы, вязкости, плотности, твердости, радиоактивности, освещенности, запыленности, концентрации, наличия и количества примесей, трибодиагностики, кислотности, загрязненности, акустических измерений, электрических измерений и др. измерения.
Целевая аудитория для использования Контрольных карт Шухарта
Промышленные, сервисные, логистические, торговые компании компании и организации
- Департаменты операционной эффективности и производительности.
- Службы качества (ОТК, лаборатории, дирекция по качеству).
- Руководители проектов развития производственных систем, Lean, Six Sigma.
- Руководители производственных подразделений (совершенствование качества, лучшее производственное планирование и повышение производительности). Идеальное место для использования контрольных карт Шухарта — там, где производятся ключевые характеристики качества, например, у рабочих мест операторов на цеховом уровне.
- Дирекция по закупкам (контроль качества закупаемых СиМ, входной контроль и работа с качеством продукции поставщиков).
- Руководители отделов продаж (лучшее управление планированием продаж и объективная оценка эффективности сотрудников отдела продаж).
- Руководители служб технического обслуживания ответственного оборудования и сооружений (контроль состояния и предиктивное техническое обслуживание).
- Руководители мониторинговых центров и аналитики в области кибербезопасности.
- Руководители финансовых подразделений компаний.
- Руководители отделов развития и обучения персонала (корпоративных университетов).
- Главные конструкторы предприятий Rhttps://advanced-quality-tools.ru/shewhart-control-chart-areas-of-use.html» target=»_blank»]advanced-quality-tools.ru[/mask_link]
V Международная студенческая научная конференция Студенческий научный форум — 2013



УЛУЧШЕНИЕ КАЧЕСТВА ПРОЦЕССОВ НА ОСНОВЕ ИСПОЛЬЗОВАНИЯ КОНТРОЛЬНЫХ КАРТ ШУХАРТА
Колесникова Я.А. 1
1 Томский Политехнический Университет
Работа в формате PDFТекст работы размещён без изображений и формул.
Полная версия работы доступна во вкладке «Файлы работы» в формате PDFСтатистическое управление процессами (SPC) – мощное орудие менеджмента, предназначенное для непрерывного мониторинга и диагностики любых бизнес-процессов. Если диагностика показывает, что процесс находится в статистически управляемом состоянии, то его улучшением должен заниматься менеджмент. Напротив, если процесс не стабилен, только сотрудники имеют шанс отыскать причину нестабильности и устранить ее. Успех многих компаний основан на эффективном использовании статистического управления процессами для повышения качества продукции [1].
Первым шагом на пути улучшения процессов является приведение процесса в стабильное и устойчивое, т.е. статистически управляемое состояние. Если процесс демонстрирует неуправляемую вариацию, то он время от времени изменяется. Он неустойчив и нестабилен во времени.
Эта нестабильность создает избыточную вариацию, которая не имеет ничего общего с нормальным режимом работы процесса. Если особые причины, вызывающие излишнюю вариацию наносят ущерб, необходимо их ликвидировать. Если они приносят выгоду, сделать ее частью процесса.
Таким образом, любые попытки улучшить процесс должны начинаться с ответа на вопрос, проявляет ли он неуправляемую вариацию. Инструментом для обнаружения неуправляемой вариации служат контрольные карты Шухарта.
Контрольные карты Шухарта – это сочетание теории вероятностей и практического опыта, они очень эффективны для обнаружения неуправляемой вариации любого процесса. Первая контрольная карта Шухарта была опубликована в 1924 г., а к 1931 г. Шухарт завершил написание своей первой монографии «Экономический контроль качества производимой продукции» [2].
Контрольные карты можно разделить по двум признакам [3]:
1 Контрольные карты на основе статистических оценок. К ним отнесены контрольные карты для регулирования по количественным признакам (контрольная карта для средних значений и размаха – (R), контрольная карта для медианы и размаха – (R), контрольная карта для отдельных значений измеряемых величин – (х)); контрольные карты для регулирования по качественным признакам (контрольная карта для доли дефектных изделий, контрольная карта для числа дефектных изделий, контрольная карта для числа дефектов – с-карта, контрольная карта для числа дефектов, приходящихся на единицу изделия – u-карта); прочие виды контрольных карт (контрольная карта, использующая предельные значения допуска, контрольная карта для средних значений и средних квадратических отклонений, контрольная карта для крайних значений, контрольная карта для скользящего среднего и скользящего размаха).
2 Контрольные карты в зависимости от сферы применения: контрольные карты для регулирования технологических процессов и контрольные карты для анализа технологических процессов.
Значительную роль играет правильный выбор типа контрольной карты Шухарта. Дело в том, что, если тип выбранной нами карты не будет соответствовать тому процессу, который мы хотим диагностировать и улучшать, то мы не получим от применения контрольных карт Шухарта того эффекта, на который рассчитывали.
К сожалению, формализованного способа правильно выбирать тип карты, подходящий для нашего процесса, не существует. Однако есть некоторые общие рекомендации, которые полезно иметь в виду.
Карту средних значений и размахов используют для анализа и управления процессами, показатели, качества которых представляют собой непрерывные величины (длина, вес или концентрация) и несут наибольшее количество информации о процессе. Контрольная карта для отдельных значений измеряемых величин используется, если данные о процессе поступают через большие интервалы времени или если группирование данных не эффективно.
Карта числа дефектных изделий и карта доли дефектов применяются, когда показатель качества представлен числом дефектных изделий или их долей. Для выборок постоянного фиксированного объема используется pn-карта числа дефектных изделий, тогда как р-карта долей дефектов необходима при выборках меняющегося объема. Карты числа дефектов применяются для числа дефектов в изделиях одинакового размера, а карты числа дефектов на единицу предназначены для изделий разного размера. Эти две карты объединены в одну группу потому, что формулы для расчета границ для этих карт основаны на одном и том же распределении Пуассона [2].
1. Проверяется работа копировальной машины. Из 100 сделанных копий 5 – плохих. Значит, пять плохих объектов, и 95 – хороших, всего 100 объектов. Этом случае надо использовать р-карту (или рn-карту).
2. Необходимо построить карту для числа зафиксированных грозовых разрядов. В течение грозы за некоторое время насчитали пять разрядов. А сколько их было всего неизвестно, поэтому надо использовать распределение Пуассона (с- или u-карту) [4].
Важно иметь в виду, что особые вариации – это неизбежность, что стабильные процессы – большая редкость. Важно постоянно осуществлять мониторинг, для чего, собственно, и нужны контрольные карты Шухарта, и вмешиваться в процесс по мере надобности [5]. Ни один другой инструмент не может последовательно предоставлять надежную информацию в ясной и понятной форме. Контрольные карты являются единственным инструментом способным прослеживать состояние управляемости процесса.
Список используемой литературы:
1. Статистические методы повышения качества: Пер. с78с англ. /Под ред. Х.Кумэ. – М.: Финансы и статистика. – 1990. – 304 с.
2. Статистическое управление процессами: Оптимизация бизнеса с использованием карт Шухарта /Дональд Уилер, Дэвид Чамберс: Пер. с англ. – М.: Альпина Бизнес Букс. — 2009. – 409 с.
3. Практическое руководство по управлению качеством /Саката Сиро: Пер. с 4-го японского издания С.И. Мышкиной /Под ред. В.И. Гостева. – М.: Машиностроение. — 1980. – 215 с.
4. Адлер Ю.П., В.Л. Шпер. Контрольные карты Шухарта в действии //Методы менеджмента качества. 2004. № 2.
5. Адлер, Ю. П., В.Л. Шпер. Работа с контрольными картами Шухарта // Методы менеджмента качества. 2004. № 3.
Источник: scienceforum.ru