В настоящее время популярными стали изделия из пластмассы. Пользоваться ими удобно и практично. Литье пластмассы в домашних условиях – это хорошая идея для открытия своего бизнеса или просто для свободного времяпрепровождения. Хорошо сделанные изделия элегантно и интересно смотрятся, а также их просто содержать в порядке.
Помимо этого, они обладают необходимой прочностью. Чтобы наладить производство такого рода на территории частного владения, необходимо усвоить пару простых правил.
Подготовка материала
В первую очередь необходимо найти пластиковый лом, для изготовления будущего изделия. Это не проблема, так как такого сырья в современном мире огромное количество сломанных вещей, бутылок и другого лома из пластика.

Лом пластиковых ящиков
Однако, необходимо учесть тот факт, что каждый вид пластмассы отличается своим температурным режимом плавления.
Литье в домашних условиях.Свой бизнес,бизнес на дому.Чугунное литье.Формовочное, литье по моделям.
Именно поэтому для литья конкретного изделия необходим один вид лома. Смешение нескольких разновидностей изделий из пластмассы даже при изучении его температуры плавления, при отливе часто провоцирует появление пузырьков в продукции.
Лучшим вариантом в таком случае является купить жидкую пластмассу в магазине или заменить ее на диоксидную смолу, это позволит получить качественное изделие, которое прослужит долго. А также дополнительно понадобится ряд вспомогательных средств:
- емкость для плавки;
- силикон;
- литол.

Пары пластмассы ядовиты, они обладают высокой токсичностью. Необходимо соблюдать осторожность при изготовлении изделий в домашних условиях.
Форма
Для приготовления изделия в домашних условиях, прежде всего, необходимо соорудить модель. В первую очередь следует определиться с материалом для изготовления пресс формы. Для этого подойдут следующие материалы:
- дерево;
- пластилин;
- гипс и другие.
Затем следует пройти изготовление матриц для литья, которые и будут непосредственно использоваться для отлива. Форму необходимо обмазать литолом или любой другой смазкой.
Если выбор пал на силиконовые формы, то необходимо учесть, что это вещество работает с коэффициентом более 200%. А также необходимо обратить внимание на его вязкость, чем она меньше, тем точнее получится пресс форма.

Форма для литья силиконовая
Заливка детали
Литье пластиков своими руками напрямую зависит от того материала, который мастера выбрали для изготовления будущей конструкции.
Смолы и жидкие пластмассы хорошо подойдут для приготовления, но они обладают различной степенью вязкость у них, поэтому прослужат они разное время. Все параметры следует изучить в инструкции при покупке.
Существуют рецепты приготовления пасты в домашних условиях, они требуют от мастера щепетильности и скрупулезности во время формирования состава сырья. Для изготовления материала, следует смешать 5 частей мелких опилок с 2 частями талька. Залить массу столярным клеем (его консистенция обязана отвечать состоянию сметаны).
Все тщательно перемешивается для получения теста одной консистенции.
Есть еще один хитрый ход: следует добавить 0,5 части алюминиевых квасцов, они предотвратят появление плесени на тесте, а пластичность при этом увеличивается в несколько раз.
Процесс приготовления теста для литья своими руками трудоемкий, он требует отличных знаний по этой теме. Именно поэтому многие начинающие заливщики, отдают свое предпочтение готовым смесям.
Литье пластмассы в домашних условияхХод работы
Отливка происходит в несколько этапов:
- Необходимо взять пресс-форму и тщательно ее очистить. После предварительной подготовки она обязана быть полностью очищенной и высушенной. Все остатки материала после подготовительных мероприятий необходимо убрать.
- Если необходимо придать будущему изделию оттенок, необходимо добавить в состав для литья пару капель краски. Водяные краски для этого не подходят.
- Подготовительная дегазация смеси не требуется. Все дело в том, что в домашних условиях продолжительность функционирования невелика. А чтобы удалить лишние пузырьки воздуха из небольших изделий, придется приложить силу давлением и убрать их самостоятельно.
- Аккуратно перемешайте состав для заливки и заполните пресс-форму шаблона.
- Заливается все медленно небольшой струйкой.
- Смесь заливается до полного заполнения объема, задевая небольшой участок доли канала для литья. Дело в том, что после дегазации, объем материала уменьшится и станет необходимый для литья.
- Заключительный этап – охлаждение будущей конструкции.

Пластик заливается в форму после чего ему нужно дать постепенно остыть
Для получения качественного изделия шаблон необходимо остужать постепенно.
Бизнес-идеи
Если мелкий производитель решил выйти на широкий масштаб производства, стоит задуматься об открытии собственного дела.
Попробовав свои силы на дому, следует составить бизнес-план, зарегистрироваться, как индивидуальный предприниматель и начать воплощение своей мечты в реальность.
Но покупка оборудования не обойдет предпринимателя стороной. Да и тяжело отливать формы для производства массы изделий собственноручно. Необходимо готовить первые изделия и продавать их, а на полученные средства купить определенный станок для литья пластмасс, пресс.
Как сделать процесс литья пластмассы прибыльным в своем регионе? Семь простых правил отливки позволят приготовить качественное изделие, которое будет интересно смотреться, а также радовать глаз. А со временем предприниматели смогут задаться вопросом о расширении своих навыков и обустройстве личного бизнеса.
Видео: Литье пластмассы в домашних условиях
Источник: promzn.ru
Точное литье по выплавляемым моделям в домашних условиях: технология, преимущества и недостатки
Литье по выплавляемым моделям (ЛВМ) – это промышленный процесс, который также называется литьем по восковым моделям или литьем в разрушаемую форму. Форма разрушается, когда изделие извлекается. Выплавляемые модели широко используются как в машиностроительном, так и в художественном литье.

Область применения
Особенности техпроцесса позволяют применять метод ЛВМ в широком диапазоне: от крупных предприятий до небольших мастерских. Также возможно литье по выплавляемым моделям в домашних условиях, в личных и коммерческих целях для изготовления детализированных фигурок, сувениров, игрушек, деталей конструкций, ювелирных изделий. В качестве наполнителя можно использовать практически все металлы:
- стали (легированные и углеродистые);
- цветные сплавы;
- чугун;
- благородные металлы;
- сплавы, не поддающиеся мехобработке.
Впрочем, технология универсальна – вполне можно изготовить относительно крупные конструкции сложных форм. Для облегчения техпроцесса используют специализированное оборудование для литья по выплавляемым моделям и 3D-моделирование с помощью специализированных программ.
Литье в керамические формы
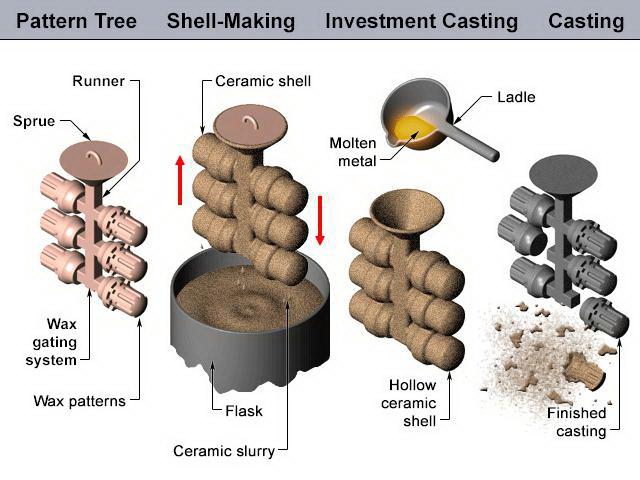
В зависимости от требований к изделиям используют различные, наиболее подходящие технологии. Точное литье по выплавляемым моделям (ТЛВМ) позволяет получать самые сложные по конфигурации отливки с высокой точностью, с минимальной толщиной стенок и шероховатостью поверхности. Для ТЛВМ восковая модель погружена в жидкую смесь на основе керамики.
Керамическая смесь сохнет и формирует оболочку формы для литья. Этот процесс повторяется, пока желаемая толщина не будет достигнута. Затем воск удаляется в автоклаве. Однако этот метод характеризуется высокой стоимостью, продолжительностью технологического процесса, выделением вредных веществ в производственной зоне и загрязнением окружающей среды остатками керамических форм.
Литье в формы из ХТС
Во многих случаях при изготовлении поделок на дому к отливкам сложной конфигурации не предъявляется требование низкой шероховатости, а для ряда художественных отливок поверхность с равномерной шероховатостью не только допустима, но является дизайнерским решением. В этом случае целесообразно применять литье по выплавляемым моделям.
Технология, разработанная для изделий, не требующих гладких поверхностей, достаточно проста. Такую поверхность можно получить литьем в формы из холодно-твердеющих смесей (ХТС). Этот процесс значительно проще, дешевле и экологически чище.
Однако данный метод литья по выплавляемым моделям не позволяет получать сложные отливки с использованием выплавляемых моделей. Это объясняется тем, что при вытопке фигур значительная часть модельного состава остается в полости формы и может быть удалена только прокалкой. Прокалка, то есть нагрев до температуры воспламенения, модельного состава приводит к деструкции смоляного связующего вещества ХТС. При заливке металла в форму с остатками модельного состава происходит их сгорание, приводящее к выбросам металла из формы.
Использование жидкостекольных смесей
Литье по выплавляемым моделям: технология
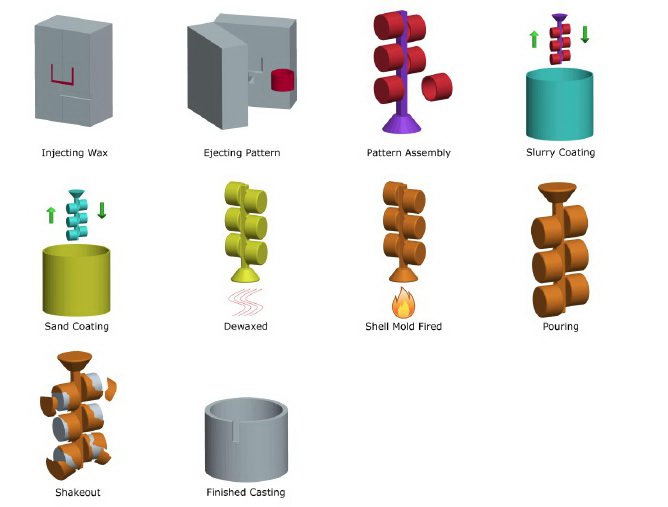
Процесс ЛВМ включает в себя операции подготовки модельных составов, изготовления моделей отливок и литниковых систем, отделки и контроля размеров моделей, дальнейшей сборки в блоки. Модели, как правило, изготавливают из материалов, представляющих собой многокомпонентные композиции, комбинации восков (парафино-стеариновая смесь, природные твердые воски и т.д.).
При изготовлении модельных составов используется до 90 % возврата, собираемого при выплавлении восковых моделей из форм. Возврат модельного состава следует не только освежать, но и периодически регенерировать.
Изготовление моделей состоит из шести этапов:
- подготовки пресс-формы;
- введения в ее полости модельного состава;
- выдержки модели до затвердевания;
- разборки формы и извлечения модели;
- охлаждения ее до комнатной температуры.
Особенности техпроцесса
Сущность ЛВМ заключается в том, что силиконовая или восковая модель выплавляется из заготовки путем нагревания, а освободившееся пространство заполняют металлом (сплавом). Техпроцесс имеет ряд особенностей:
- При изготовлении формовочной смеси широко используют суспензии, состоящие из огнеупорных мелкозернистых материалов, скрепляемых связующим раствором.
- Для заливки металлов (сплавов) применяют неразъемные формы, получаемые путем нанесения на модель огнеупорного покрытия, его сушки с дальнейшим вытапливанием модели и прокаливанием формы.
- Для отливок используются одноразовые модели, так как они разрушаются в процессе изготовления форм.
- Благодаря мелкозернистым огнеупорным пылевидным материалам обеспечивается достаточно высокое качество поверхности отливок.
Преимущества ЛВМ
Преимущества литья по выплавляемым моделям очевидны:
- Универсальность. Можно использовать любые металлы и сплавы для литья изделий.
- Получение конфигураций любой сложности.
- Высокая чистота поверхностей и точность изготовления. Это позволяет на 80-100 % сократить последующую дорогостоящую металлообработку.
Недостатки ЛВМ
Несмотря на удобство, универсальность и достойное качество изделий, не всегда целесообразно применять литье по выплавляемым моделям. Недостатки главным образом связаны со следующими факторами:
- Длительностью и сложностью техпроцесса производства отливок.
- Завышенной стоимостью формовочного материала.
- Большой нагрузкой на экологию.

Пример изготовления изделия на дому: подготовительный этап
Литье по выплавляемым моделям в домашних условиях не потребует глубоких знаний в металлургии. Для начала подготовим модель, которую хотим повторить в металле. В качестве макета сойдет готовое изделие. Также фигурку можно изготовить самостоятельно из глины, скульптурного пластилина, дерева, пластика и других плотных пластичных материалов.
Устанавливаем модель внутри скрепленной струбцинами либо кожухом разборной емкости. Удобно использовать прозрачную пластиковую коробку или специальную пресс-форму. Для заливки пресс-формы воспользуемся силиконом: он обеспечит отличную детализацию, проникая в мельчайшие трещинки, отверстия, впадины и формирует очень гладкую поверхность.
Второй этап: заливка силиконом
Если требуется точное литье по выплавляемым моделям, для изготовления формы без жидкой резины не обойтись. Силикон готовится по инструкции путем смешивания разных компонентов (как правило, двух) и последующего нагревания. Для удаления мельчайших пузырьков воздуха емкость с жидкой резиной целесообразно на 3-4 минуты поместить в специальный портативный вакуумный аппарат.
Заливаем готовую жидкую резину в емкость с моделью и повторно проводим вакуумирование. Для последующего затвердения силикона потребуется время (согласно инструкции). Используемые полупрозрачные материалы (емкостей и самого силикона) позволяют воочию наблюдать процесс формирования пресс-формы.
Извлекаем схватившуюся резину с моделью внутри из емкости. Для этого освобождаем струбцины (кожух) и отделяем две половинки коробки – силикон легко отходит от гладких стенок. Для полного застывания жидкой резины потребуется 40-60 минут.
Третий этап: изготовление восковой модели
Литье по выплавляемым моделям предполагает вытапливание плавкого материала и замещение образовавшегося пространства расплавленным металлом. Так как воск легко плавится, его и используем. То есть следующая задача – сделать восковую копию использованной первоначально модели. Для этого и потребовалось создание резиновой пресс-формы.
Аккуратно разрезаем силиконовую заготовку вдоль и достаем модель. Здесь есть небольшой секрет: чтобы впоследствии точно соединить форму, разрез рекомендуется делать не гладким, а зигзагообразный. Прикладываемые части формы не будут сдвигаться по плоскости.
Заполняем образовавшееся пространство в силиконовой пресс-форме жидким воском. Если изделие готовится для себя и не требует высокой точности сопряжения деталей, можно залить воск отдельно в каждую половину, а затем после застывания соединить две детали. Если необходимо точно повторить силуэт модели, резиновые половинки соединяются, закрепляются и в образовавшуюся пустоту с помощью инжектора закачивается горячий воск. Когда он заполнит все пространство и застынет, разбираем силиконовую пресс-форму, достаем восковую модель и подправляем изъяны. Она послужит прототипом для готового изделия из металла.
Четвертый этап: формование
Теперь необходимо сформировать с внешней поверхности восковой фигуры термостойкий прочный слой, который после вытапливания воска станет формой для металлического сплава. Выберем способ литья по выплавляемым моделям с использованием кристобалитовой смеси (модификация кварца).
Формируем модель в металлической цилиндрической опоке (приспособлении, удерживающем формовочную смесь при ее уплотнении). Устанавливаем в опоку припаянную модель с литниковой системой и заливаем смесь на основе кристобалита. Чтобы вытеснить воздушные карманы, помещаем в вибровакуумный аппарат.
Финальный этап
Когда смесь уплотнится, остается выплавить воск и залить в освободившееся пространство металл. Процесс литья по выплавляемым моделям в домашних условиях лучше осуществлять с использованием сплавов, плавящихся при относительно невысоких температурах. Отлично подойдет литейный силумин (кремний + алюминий). Материал износостойкий и твердый, однако отличается хрупкостью.
После заливки расплавленного силумина ждем, когда он застынет. Затем извлекаем изделие из окопки, удаляем литник и очищаем от остатков формовочной смеси. Перед нами – практически готовая деталь (игрушка, сувенир). Дополнительно ее можно отшлифовать и отполировать. Если в канавках намертво застряли остатки литейного производства, их нужно удалить бормашиной или другим инструментом.
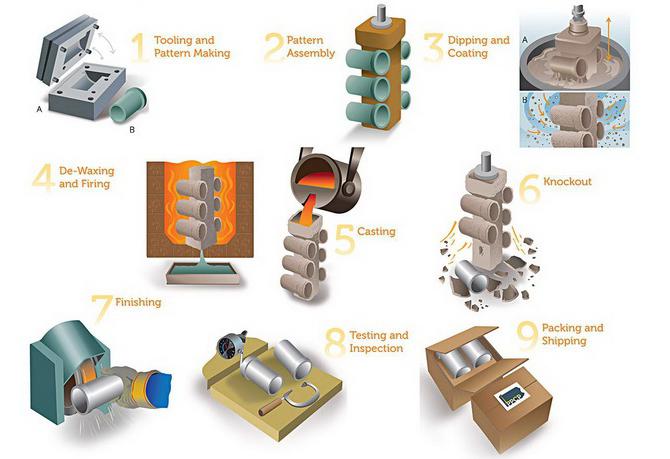
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
Изготовление керамической пресс-формы
Далее восковую конструкцию опускают в жидкий керамический раствор, называемый шликером. Делается это вручную, дабы избежать дефектов в отливке. Для прочности шликера керамический слой укрепляют напылением мелкого циркониевого песка. Только после этого заготовку «доверяют» автоматике: специальные механизмы продолжают поэтапный процесс напыления более крупного песка.
Работы продолжаются, пока керамо-песчаный прочный слой не достигнет заданной толщины (как правило, 7 мм). На автоматизированных производствах на это уходит 5 дней.
Литье
Теперь заготовка готова для выплавления воска из пресс-формы. Ее помещают на 10 минут в автоклав, заполненный горячим паром. Воск растапливается и из оболочки полностью вытекает. На выходе получаем керамическую форму, полностью повторяющую форму детали.
Когда керамо-песчаная форма затвердеет, проводят литье металлов по выплавляемым моделям. Предварительно форму нагревают 2-3 часа в печи, дабы она не потрескалась при заливке раскаленных до 1200 ˚C металлов (сплавов).
В полость формы поступает расплавленный металл, который в дальнейшем оставляют остывать и твердеть постепенно, при комнатной температуре. Для остывания алюминия и его сплавов требуется 2 часа, для сталей (чугуна) – 4-5 часов.
Финишная обработка
Собственно литье по выплавляемым моделям на этом заканчивается. После застывания металла заготовку помещают в специальную вибромашину. От щадящей вибрации керамическая основа растрескивается и осыпается, металлическое же изделие своей формы не меняет. В дальнейшем проходит окончательная обработка металлической заготовки. Вначале отпиливают систему заливки металла, а место ее контакта с основной деталью тщательно шлифуют.
В завершение контролеры проверяют, чтобы размеры изделия соответствовали заданным на чертеже. Алюминиевые детали измеряют холодными (при комнатной температуре), стальные предварительно нагревают в печи. Специалисты используют для контрольно-измерительных работ различные инструменты: от простых шаблонов до сложных электронных и оптических систем. Если выявляется несоответствие параметрам, деталь либо направляют на доработку (исправимый брак), либо на переплавку (неустранимый брак).
Литниковая система
Конструкция литниково-питающей системы играет в ЛВМ ведущую роль. Это связано с тем, что она выполняет три функции:
- При изготовлении оболочек литейных форм и блока моделей литниковые системы являются несущими конструкциями, удерживающими на себе оболочку и модели.
- Через систему каналов литника жидкий металл при заливке подводится к отливке.
- При затвердевании система выполняет функцию прибыли (питающего элемента, компенсирующего усадку металла).
Оболочка отливки
В процессе ЛВМ ключевым является создание слоев оболочки формы. Процесс изготовления оболочки состоит в следующем. На поверхность блока моделей, чаще всего окунанием, наносят сплошную тонкую пленку суспензии, которую далее обсыпают песком. Суспензия, налипая на поверхность модели, точно воспроизводит ее форму, а песок обсыпки внедряется в суспензию, смачивается ею и фиксирует состав в виде тонкого облицовочного (первого или рабочего) слоя. Образуемая кварцевым песком нерабочая шероховатая поверхность оболочки способствует хорошему сцеплению последующих слоев суспензии с предыдущими.
Важными показателями, определяющими прочность формы, являются вязкость и жидкотекучесть суспензии. Вязкость можно регулировать введением определенного количества наполнителя (наполненностью). При этом с увеличением наполненности состава толщина прослоек связующего раствора между частицами порошка уменьшается, снижается усадка и вызываемые ею негативные эффекты, а также повышаются прочностные свойства оболочки формы.
Используемые материалы
Материалы для изготовления оболочки подразделяются на следующие группы: материалы основы, связующие, растворители и добавки. К первым относятся пылевидные, применяемые для приготовления суспензий, и пески, предназначенные для ее обсыпки. Ими служат кварц, шамот, циркон, магнезит, высокоглиноземистый шамот, электрокорунд, хромомагнезит и другие. Широко используется кварц.
Некоторые материалы основы оболочки получают в готовом к употреблению виде, а другие предварительно сушат, прокаливают, размалывают, просеивают. Существенным недостатком кварца являются его полиморфные превращения, которые протекают при изменении температуры и сопровождаются резким изменением объема, в итоге приводящим к растрескиванию и разрушению оболочки.
Плавный подогрев форм с целью снижения вероятности растрескивания, который проводят в опорном наполнителе, способствует увеличению длительности технологического процесса и дополнительным энергетическим затратам. Одним из вариантов снижения растрескивания в ходе прокаливания является замена пылевидного кварцевого песка как наполнителя на диспергированный кварцевый песок полифракционного состава. При этом улучшаются реологические свойства суспензии, повышается трещиноустойчивость форм и снижается брак по засорам и пробою оболочек.
Вывод
Метод ЛВМ получил широчайшее распространение. Его применяют для получения сложных деталей в машиностроении, при производстве оружия, сантехники, сувенирной продукции. Для изготовления украшений из драгоценных металлов используют ювелирное литье по выплавляемым моделям.
Источник: www.syl.ru
Топ-7 самодельное оборудование для переработки пластика (ПЭТ, ПВХ)

Конечно, при изготовлении пластиковых деталей вы можете обрезать и оттачивать каждую из них вручную, но данная методика весьма несовершенна: она занимает много сил, а получить два абсолютно одинаковых изделия невозможно. В данном материале вы узнаете, как осуществить литье пластмасс в домашних условиях.

Подготовка материала для литья
Дома можно создавать крышки, игрушки, сувениры, домашнюю утварь и другие цельные предметы. Для процедуры нужно подготовить ряд материалов:
- пластмассу для литья;
- емкость для плавки;
- мастер-модель;
- пресс-форму;
- смазку.
И другие средства.
Для литья может применяться пластиковый лом, который измельчают и расплавляют. Однако температура плавления у всех видов пластмасс различается, и для создания заготовки используют лишь один конкретный тип. Если не соблюдать это правило, пластмасса плавится неравномерно и созданные из нее детали получаются неоднородными, пузырчатыми.
В быту проще использовать готовые смеси, например жидкую пластмассу или эпоксидную смолу. Материал не требует расплавления, быстро готовится и схватывается, а продукция из него не уступает по качеству аналогам. Как альтернатива – подходит и порошок АКР-7, требующий смешивания с растворителем. Пластмасса из него готовится дольше, но результат радует.
Однако если все-таки принимается решение о расплавлении лома, например, старых ящиков, ведер, посуды, следует соблюдать технику безопасности и проводить литье в проветриваемых, нежилых помещениях, так как пары пластика токсичны и опасны для человека.
Вас выручат «полуфабрикаты»
Пластиковый лом можно найти повсюду. Дома постоянно появляются старые сломанные вещи, на улице полно бутылок и упаковок. У любителя делать что-то своими руками может возникнуть мысль все это собрать, измельчить и переплавить во что-нибудь ценное.
Начинающему «литейщику» делать этого не стоит, поскольку каждый вид пластмассы обладает лишь ему присущими свойствами, так что плавить пришлось бы при разной температуре. Кроме того, на производстве обычно отливают детали в специальных установках, где поддерживается высокое давление.
Даже если вам удастся подобрать куски пластмассы одного вида и измельчить их, при плавлении получатся пузырьки. Так что лучше всего отправиться в строительный магазин и купить жидкую пластмассу, из которой детали получаются ничуть не менее прочными, чем заводские. Заменить пластмассу может и эпоксидная смола. Вам понадобятся также: — силикон; — большая емкость; — литол.
Если вы все-таки решились что-то сделать из пластмассового лома, не занимайтесь этим в закрытом помещении. Пары пластмассы токсичны.
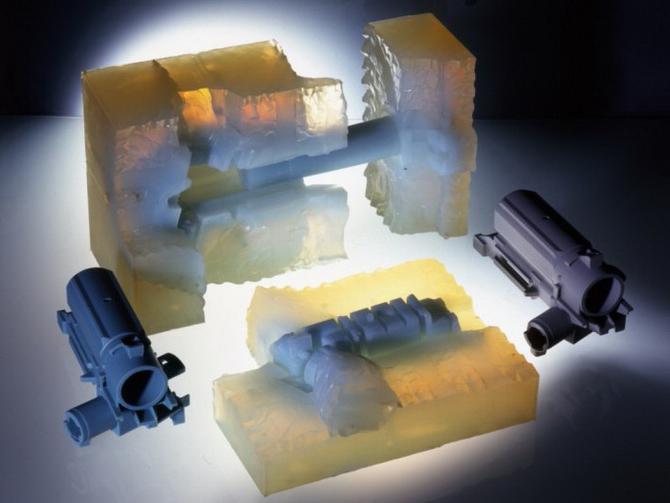
Самостоятельное изготовление формы
Производство пластиковых изделий без формующей емкости невозможно. Сделать ее можно собственноручно, и лучше всего для этих целей подходит силикон. Он может быть обмазочным или заливочным, подходят оба варианта. Главное, чтобы коэффициент удлинения был не менее 200%. Стоит обращать внимание и на уровень вязкости.
Чем он меньше, тем более детализированной получится пресс-форма.
Чтобы сделать заготовку, необходимо иметь мастер-модель – образец для будущих изделий. Ее можно создать из гипса, дерева, пластилина, напечатать на 3D-принтере или использовать имеющуюся деталь.
Этапы изготовления формы для литья:
- Обмазать мастер-модель тонким слоем смазки, например, литолом.
- Поместить в заготовленную опалубку и залить силиконом.
- Либо обмазать кисточкой, если выбран обмазочный силикон.
- Выждать около 8 часов до застывания материала.
- Извлечь форму из опалубки, сделать отверстие для заливки.
- Разрезать на 2 равные части, извлечь модель.
Таким способом получается разборная форма, которая подходит для литья симметричных пластиковых изделий. Но сделать можно и неразъемную форму для простых по конструкции заготовок. Ее делают из парафина, который заливается гипсом. После застывания парафин выплавляется из формы путем ее медленного кипячения.







Ход работы
Отливка происходит в несколько этапов:
- Необходимо взять пресс-форму и тщательно ее очистить. После предварительной подготовки она обязана быть полностью очищенной и высушенной. Все остатки материала после подготовительных мероприятий необходимо убрать.
- Если необходимо придать будущему изделию оттенок, необходимо добавить в состав для литья пару капель краски. Водяные краски для этого не подходят.
- Подготовительная дегазация смеси не требуется. Все дело в том, что в домашних условиях продолжительность функционирования невелика. А чтобы удалить лишние пузырьки воздуха из небольших изделий, придется приложить силу давлением и убрать их самостоятельно.
- Аккуратно перемешайте состав для заливки и заполните пресс-форму шаблона.
- Заливается все медленно небольшой струйкой.
- Смесь заливается до полного заполнения объема, задевая небольшой участок доли канала для литья. Дело в том, что после дегазации, объем материала уменьшится и станет необходимый для литья.
- Заключительный этап – охлаждение будущей конструкции.

Для получения качественного изделия шаблон необходимо остужать постепенно.
Процесс литья в силиконовые формы
Когда изготовлена форма и подготовлен материал, можно начинать литье пластика в домашних условиях. На первом этапе заготовка тщательно очищается от возможного мусора и промазывается внутри смазывающим веществом. Для лучшего разъединения ее края следует смазать мыльным раствором. Затем две половинки разъемной формы соединяются и скрепляются скотчем либо резинками.
В отдельной емкости разводят двухкомпонентный пластик либо готовят пластмассу другим способом, в зависимости от того, что выбрано в виде сырья. На этом этапе в материал добавляют краситель. Жидкая пластмасса полимеризуется за 10-15 минут, поэтому работать стоит быстро.
Готовый материал медленной струей заливается внутрь формы, так, чтобы заполнилось и отверстие для вливания. После застывания пластмасса усаживается, и изделие приобретает необходимую форму. Выждав обозначенное в характеристиках время, для жидкого пластика – это 15 минут, можно извлекать модель.
Литье из порошка
Для приготовления пластмассы порошок АКР-7 смешивается с растворителем до состояния теста. Пропорции указаны на упаковке. Полученное сырье заливают в формы и выжидают до 30 минут, а после через литейное отверстие утрамбовывают палочкой, пока не освободится минимум 3–5 мм от верхнего края формы.
Литейное отверстие следует закрыть и затянуть, например, струбциной. Форму помещают в воду комнатной температуры и доводят до кипения. Заготовка варится на медленном огне порядка 40-45 мину и после выключения печи остается в воде еще на 20 минут. После остывания материала форму можно разъединять и извлекать пластиковое изделие, созданное в домашних условиях.










Процесс изготовления пластмассовой заготовки

Литье пластмасс в силикон
В роли литьевого материала будем использовать двухкомпонентный полиуретан «Уникаст 9», состоящий из непосредственно самого полиуретанп и затвердителя.
Цена за 1 упаковку этого расходника в магазинах составляет около 900 рублей, где о.5 кг основы и 0,3 затвердителя.
Шаг №1 – подготовка полиуретана

Поскольку изделие требуется темного цвета, то вначале в основу нужно добавить колер. Продаётся он отдельно. На одну упаковку «Уникаст 9» требуется около 100 капель – для темно синего цвета.
Чтобы оттенки изделий не отличались, колер нужно добавлять на весь объем полиуретановой основы.
Шаг №2 – подготовка литьевой формы

Силиконовую форму перед началом работ нужно подготовить – обработать её разделителем. Для этой роли отлично подойдут как вазелиновые смеси, так и разделители на керосиновой основе.
Шаг №3 – фиксация литьевой формы на подложку

Добавляем гнёт на форму
Поскольку в качестве основания для силиконовой формы используется подложка из аналогичного материала, то они плотно друг к другу прилегают. Однако для того, чтобы полностью исключить подтёки раствора, нужно форму прижать к силиконовой подложке дополнительным грузом.
Шаг №4 – воронка для литья

Из бумаги делаем одноразовую воронку и вставляем её в литник формы.
Шаг №5 – подготовка полиуретанового состава

Готовим реактивы к смешиванию
Для этой цели лучше пользоваться точными электронными весами.
Помещаем пластиковую ёмкость на весы и обнуляем последние.
Наливаем нужное количество полиуретановой основы – для каждой формы объём высчитывается отдельно.
Добавляем затвердитель из расчета 0,6 к 1. Т.е. на 20-ть грамм основы нужно 12 грамм затвердителя.
Шаг №6 – перемешиваем реактивы

Не более 30 секунд
Перемешивать не более 30 секунд – быстро начинается химическая реакция, о чём свидетельствует нагревание смеси.



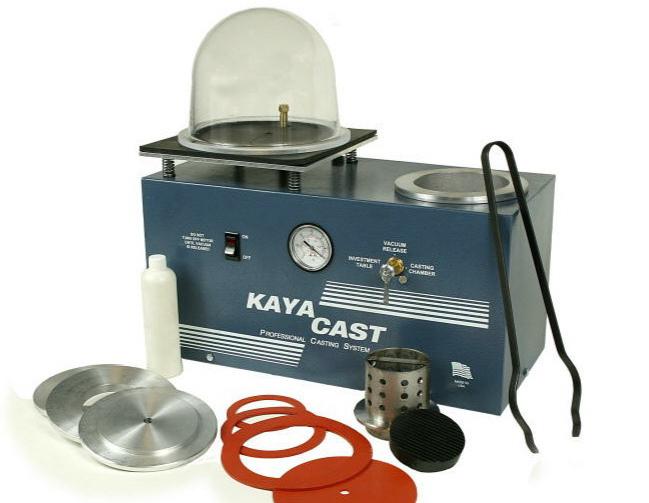
Домашние ручные станки для литья
Для мелкосерийного литья пластмассовых деталей могут использоваться настольные аппараты. Это компактное оборудование, которое поместится в любой частной мастерской или гараже. Лить пластмассу на них можно в единичные либо многоместные формы, в зависимости от размера и серийности производства. Агрегаты отличаются от промышленного оборудования лишь небольшими размерами. Настольный пресс подходит для работы со всеми полимерами и легко управляется.
Этапы литья дома на станке:
- Монтаж аппарата и литьевой насадки.
- Установка формы и ее смазка силиконом;
- Загрузка полимера в бункер;
- Нагрев и размешивание материала при помощи шнека;
- Заливка сырья в пресс-формы;
- Выжидание охлаждения;
- Извлечение пластиковой детали.
Также в быту могут использоваться сварочные экструдеры, скрепляющие пластиковые детали для производства более сложной продукции.
Изготавливать пластиковые изделия своими руками возможно единично, в качестве развлечения, или при разовой необходимости. А также массово, на продажу или для последующего производства. Для этого подойдут самодельные формы и подручные средства либо специализированное, домашнее оборудование. Массовое литье выгодней доверить специалистам, так как для этого требуется дорогое, габаритное оборудование и работа опытного персонала.
Термопластавтоматы (ТПА)
Полученные гранулы широко используются при производстве изделий на термопластавтоматах.
Сложно назвать хоть одну отрасль где бы не требовались небольшие пластиковые детали. Поэтому применение ТПА очень обширное.
Умелые руки и их умудряются собирать в своих гаражах. Это мы можем увидеть на примере из видео с канала Григория Урывского, где он демонстрирует свой самодельный термопластавтомат.
Засыпанные в ТПА гранулы расплавляются и пластик под давлением поддается в подготовленную пресс форму (матрицу). На выходе получается готовое изделие.
Изготовление пресс-форм также стоит хороших денег, поэтому рентабельным будет лишь производство изделий в большом количестве.
Так как мы решили осветить эту тему на примере самодельного оборудования, то дальше мы покажем несколько примеров использования вторичного пластика на кустарном производстве в Индии.
Реклама и маркетинг
В связи с высокой востребованностью вторичного пластика бизнесу по его производству не нужна слишком раскрученная и дорогостоящая рекламная кампания. В первую очередь необходимо создать собственный сайт со всей необходимой информацией о предприятии и продукции. Продвигать его можно с помощью таких инструментов, как:
- странички и группы в социальных сетях;
- публикации на городских и тематических форумах;
- размещение объявлений на площадках.
Также нужна целенаправленная работа с потенциальными потребителями на местном рынке. Это должны быть телефонные звонки, личные встречи и рассылки коммерческих предложений.
Бизнес-идеи
Если мелкий производитель решил выйти на широкий масштаб производства, стоит задуматься об открытии собственного дела.
Попробовав свои силы на дому, следует составить бизнес-план, зарегистрироваться, как индивидуальный предприниматель и начать воплощение своей мечты в реальность.
Но покупка оборудования не обойдет предпринимателя стороной. Да и тяжело отливать формы для производства массы изделий собственноручно. Необходимо готовить первые изделия и продавать их, а на полученные средства купить определенный станок для литья пластмасс, пресс.
Как сделать процесс литья пластмассы прибыльным в своем регионе? Семь простых правил отливки позволят приготовить качественное изделие, которое будет интересно смотреться, а также радовать глаз. А со временем предприниматели смогут задаться вопросом о расширении своих навыков и обустройстве личного бизнеса.
Источник: npfgeoprom.ru