В условном обозначении шва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки.
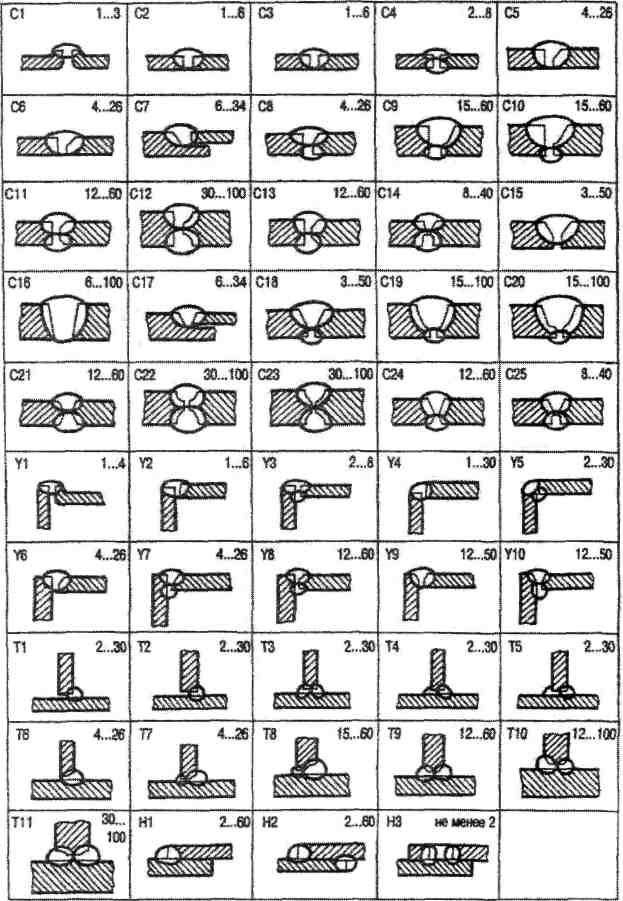
На рис. 1 приведены виды соединений согласно ГОСТ 5264-80 и пределы толщин свариваемых деталей.
Рисунок 1. Виды соединений
С1 — шов с отбортовкой двух кромок, односторонний;
С2 — без скоса кромок, односторонний;
СЗ — то же, на остающейся или съемной подкладке;
С4 — без скоса кромок, двусторонний;
С5 — со скосом одной кромки, односторонний;
С6 — то же, на остающейся или съемной подкладке;
С7 — со скосом одной кромки, односторонний замковый;
Как начать зарабатывать на сварке? / Оборудование, раскрутка и работа на себя!
С8 — со скосом одной кромки, двусторонний;
С9 — с криволинейным скосом одной кромки, двусторонний;
СЮ — с ломаным скосом одной кромки, двусторонний,
СП — с двумя симметричными скосами одной кромки, двусторонний;
С12 — с двумя симметричными криволинейными скосами одной кромки, двусторонний;
С13 — с двумя несимметричными скосами одной кромки, двусторонний;
С14 — со скосом одной кромки с последующей строжкой, двусторонний;
С15 — со скосом двух кромок, односторонний;
С16 — то же, на остающейся или съемной подкладке;
С17 — то же, замковый;
С18 — со скосом двух кромок, двусторонний;
С19 — с криволинейным скосом двух кромок, двусторонний;
С20 — с ломаным скосом двух кромок, двусторонний;
С21 — с двумя симметричными скосами двух кромок, двусторонний;
С22 — с двумя симметричными криволинейными скосами двух кромок, двусторонний;
С23 — с двумя симметричными ломаными скосами двух кромок, двусторонний;
С24 — с двумя несимметричными скосами двух кромок, двусторонний;
С25 — со скосом двух кромок с последующей строжкой, двусторонний.
В таблице 1 приведены данные по стыковым сварным соединениям листовой стали
Таблица 1. Стыковые сварные соединения листовой стали
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Односторонние без скоса кромок |  | С2 С5 | Р; ИП;УП АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-70 |
| Односторонние без скоса кромок со съемной или остающейся подкладкой |  | С3 С7 | Р АФ;МФ | ГОСТ 5264- 80 ГОСТ 8713-80 |
| Двусторонние без скоса кромок |  | С4 С2 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом одной кромки |  | С5 С10 | Р АФф; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом одной кромки и со съемной подкладкой |  | С6 С11 | Р АФо; МФо | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние замковые со скосом одной кромки |  | С7 С12 | Р АФо; МФо | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосом одной кромки |  | С8 С9 | Р АФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом двух кромок |  | С15 С17 | Р АФф | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосом двух кромок |  | С18 С13 | Р АФк; МФк | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя скосами одной кромки |  | С11 С29 | Р АФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосами двух кромок |  | С21 С30 С31 С32 | Р АФ; МФ АФк АФк | ГОСТ 5264-80 ГОСТ 8713-80 ГОСТ 8713-80 ГОСТ 8713-80 |
| Двусторонние с криволинейным скосом одной кромки |  | С9 | Р | ГОСТ 5264-80 |
| Двусторонние с двумя криволинейными скосами двух кромок |  | С19 С21 | Р АФ к | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с четырьмя криволинейными скосами двух кромок |  | С22 С23 С33 | Р Р АФ | ГОСТ 5264-80 ГОСТ 5264-80 ГОСТ 8713-80 |
Условное обозначение сварных швов на чертежах
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка ИН – в инертных газах неплавящимся электродом без присадочного материала;
ИП – в инертных газах и их смесях с углекислым газом и кислородом плавящим электрод;
УП – в углекислом газе и его смеси с кислородом плавящим электрод;
ГОСТ 8713-80
АФ — автоматическая на весу;
МФ – механическая на весу
АФф — автоматическая на флюсовой подкладке;
АФо – автоматическая на остающейся подкладке;
МФо – механическая на остающейся подкладке;
АФп – автоматическая на медном ползуне;
АФк – автоматическая с предварительной подваркой корня шва;
МФк – механическая с предварительной подваркой корня шва;
Угловое соединение
У1 — шов с отбортовкой одной кромки, односторонний;
У2 — без скоса кромок, односторонний, впритык;
УЗ — без скоса кромок, двусторонний, впритык;
У4 — без скоса кромок, односторонний;
У5 — то же, двусторонний;
У6 — со скосом одной кромки, односторонний;
У7 — то же, двусторонний;
У8 — с двумя скосами одной кромки, двусторонний;
У9 — со скосом двух кромок, односторонний; У10 — то же, двусторонний.
В табл. 2 приведены данные по угловым сварным соединениям листовой стали.
Таблица 2. Угловые сварные соединения листовой стали
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Односторонние без скоса кромок |  | У4 | Р | ГОСТ 5264-80 |
| Двусторонние без скоса кромок |  | У5 У2 | Р АФш; МФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом одной кромки |  | У6 | Р | ГОСТ 5264-80 |
| Двусторонние со скосом одной кромки |  | У7 У4 | Р АФш; МФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя скосами одной кромки |  | У8 У4 | Р АФш; МФш | ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка
ГОСТ 8713-80
АФш – автоматическая с предварительным наложением подварочного шва;
МФш – механическая с предварительным наложением подварочного шва;
Тавровые соединения:
Т1 — шов без скоса кромок, односторонний;
Т2 — то же, односторонний прерывистый;
ТЗ — то же, двусторонний;
Т4 — то же, двусторонний шахматный;
Т5 — то же, двусторонний прерывистый;
Т6 — со скосом одной кромки, односторонний;
Т7- то же, двусторонний;
Т8 — с криволинейным скосом одной кромки, двусторонний;
Т9 — с двумя симметричными скосами одной кромки, двусторонний;
Т10 — то же;
Т11 — с двумя симметричными криволинейными скосами одной кромки, двусторонний.
В табл. 3 приведены данные по тавровым сварным соединениям листовой стали
Таблица 3. Тавровые сварные соединения листовой стали
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Односторонние без скоса кромок |  | Т1 | Р АФ;МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Внахлестку без скоса кромок |  | Т3 Т5 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосом одной кромки |  | Т7 Т9 | Р АФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с криволинейным скосом одной кромки |  | Т8 Т13 | Р АФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя скосами одной кромки | 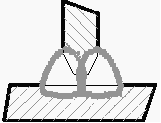 | Т9 Т10 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя криволинейными скосами одной кромки | 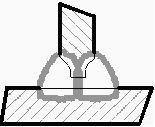 | Т11 Т12 | Р АФ | ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка;
ГОСТ 8713-80
АФ — автоматическая на весу;
МФ – механическая на весу;
АФш – автоматическая с предварительным наложением подварочного щва.
Соединения внахлест:
HI — шов без скоса кромок, односторонний прерывистый;
Н2 — то же, двусторонний;
НЗ — с удлиненным отверстием, односторонний с несплошной заваркой.
В табл. 4 приведены данные по нахлесточным сварным соединениям листовой стали.
Таблица 4. Нахлесточные сварные соединения листовой стали.
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Внахлестку без скоса кромок | 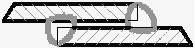 | Н2 Н1 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80 — Р – ручная дуговая сварка;
ГОСТ 8713-80
АФ — автоматическая на весу;
МФ – механическая на весу.
2. Условные обозначения способов сварки
Автоматическая: А — под флюсом без применения подкладок, подушек и подварочного шва; Аф — на флюсовой подушке; Ам — на медно-флюсовой подкладке; Ас — на стальной подкладке; Апш — с предварительным наложением подварочного шва; Апк — с предварительной подваркой корня шва; Ар — с ручной подваркой с одной стороны; Ан-3 — в защитных газах неплавящимся электродом — однофазная; Ан-Зтф — то же трехфазная; А-3 — плавящимся электродом в защитных газах; Ан-З/А-3 — первый проход неплавящимся электродом в защитных газах, последующие -плавящимся электродом в защитных газах.
Полуавтоматическая: П — под флюсом без применения подкладок, подушек и подварочного шва; Пс — на стальной подкладке; Пр — с ручной подваркой; П-3 — в защитных газах плавящимся электродом; Пф — под флюсом; Ппш — с предварительным наложением подварочного шва; Ппк -с предварительной подваркой корня шва.
Ручная электродуговая: Рн-3 — неплавящимся электродом в защитных газах; Рн-З/П-3 -первый проход неплавящимся электродом в защитных газах, последующая полуавтоматическая-плавящимся в защитных газах.
Контактная электросварка: Кт — точечная; Кр — роликовая; Кв — рельефная; Кс — стыковая; Ксо — стыковая сплавлением; Ксс — стыковая сопротивлением.
Электрошлаковая сварка: Шэ — проволочным электродом; Шм — плавящимся мундштуком; Шп — электродом большого сечения, соответствующим форме сечения сварного пространства.
Электрозаклепочная сварка: ЭФЗ — под флюсом; ЭУФ — в углекислом газе; ЭПлЗ — в аргоне плавящимся электродом; ЭНн — в аргоне неплавящимся электродом.
Электросварка: ИН — в инертных газах неплавящимся вольфрамовым электродом без присадочного материала; ИНп — та же, с присадочным материалом; ИП — в инертных газах и смесях с активными газами плавящимся электродом; УП — в углекислом газе плавящимся электродом; НГП — нагретьм газом с присадкой; ЭП — с экструдированной присадкой.
Виды и методы сварки обозначают следующими буквами: Г — газовая; Э — электросварка дуговая; Ф — электросварка дуговая под флюсом; 3 — электросварка дуговая в защитных газах; Ш — электрошлаковая; Кт — контактная; Уз — ультразвуковая; Тр — трением; X — холодная; Пз — плазменная дуговая; Эл — электронно-лучевая; Дф — диффузионная; Лз — лазером; Вз — взрывом; И — индукционная; Гп — газопрессовая; Тм — термитная.
Источник: lektsia.com
Правила постановки обозначений сварки на чертеже

Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.

Типы сварных соединений
Основные обозначения
В сварных конструкциях используются материалы разной толщины, размеров и форм, кроме того, детали могут иметь различное расположение по отношению друг к другу. Обозначение сварочного шва на чертеже напрямую зависит от взаимного расположения сварных элементов конструкции. Установлено всего 5 типов соединений (согласно ГОСТ 5264 и ГОСТ 14771):
Стыковой сварочный шов на чертеже представляет собой соединение элементов, которые располагаются на одной поверхности или плоскости. Процесс сварки деталей происходит по смежным торцевым сторонам.

Торцевое соединение «С» представляет собой сваривание элементов по торцевым сторонам деталей, у которых боковые поверхности находятся вместе. Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Обозначение сварочных швов на чертежах большой буквой Н при сварке нахлестным методом. При сварке детали расположены на параллельных линиях таким образом, что один элемент частично перекрывает другой.
Т – это обозначение на чертежах таврового сварного шва. Торцевая часть одной детали соединяется с торцевой частью другой детали под определенным углом (может быть и 90 градусов).
Последний тип «У» — угловой, представляет собой шов, который получается в результате расположения свариваемых элементов под прямым, острым или тупым углом по отношению друг к другу. Сварочный шов на чертеже, вне зависимости от того, какой именно тип сварки использовался, может быть обозначен, как видимый или невидимый.
Видимый тип шва обозначается сплошной линией, невидимый шов обозначают пунктирной линией. Одиночная сварная точка, которая является видимой, на чертежах обозначается знаком «+», невидимая не имеет никаких обозначений.
Необходимость применения условных обозначений

Схема обозначения сварных швов на чертежах по ГОСТ
Грамотно составленная конструкторская документация обеспечит качественную работу всей цепочки специалистов – от разработчика до сотрудника отдела контроля. Условные обозначения сварных соединений дают полный перечень характеристик: способ стыковки, тип и форма стыка, геометрические параметры, условия сварки, ее очередность в процессе, герметичность стыка, прочность и прочее.
Обозначения сварных швов на чертежах используются не только в процессе изготовления, но и при проверке готового изделия. Сотрудник отдела контроля сверяет параметры готового изделия с требованиями конструкторской документации: он может сверить геометрические параметры сварочного шва, качество работ и т.д.
![]()
![]()
![]()
![]()
![]()
Обозначение сварных швов на чертежах
Начнем с обозначения сварных швов на чертежах согласно ГОСТу 2.312 — 72. Данный ГОСТ включает в себя обозначение сварных швов вне зависимости от способа сварки.
Первое, что нужно знать о рассматриваемом ГОСТе, так это то, что используется два вида линий — сплошная и пунктирная. Сплошной обозначаются швы которые видно, а штриховой которые не видно.
Видимые и не видимые сварные швы на чертежах обозначение
Как правило, на линию шва указывает стрелка со специальной полкой. Полка необходима для указания дополнительных требований к указанному шву.
Обратите внимание. Если дополнительные требования указанны над полкой стрелки — шов видим, если под полкой, значит шов не видно с рассматриваемой на чертеже стороны.
Познакомьтесь с изображениями, которые мы подготовили специально для этого материала. На изображениях вы можете наблюдать дополнительные требования к сварному шву.

Обозначение сварных швов 1

продолжение
Так же, обратите внимание на изображение ниже. Вы видите схему, рассказывающую о том, как устроено обозначение сварных швов на чертежах по ГОСТу.

Так же, на чертежах принято указывать и способ сварки, например под флюсом, автоматическая, ручная и прочее.
- ИП — сварка в защитных, инертных газах с использованием сварочной проволоки.
- УП — полуавтоматическая сварка в среде углекислого газа.
- ИНп — процесс сварки в защитных газах, с использованием не плавящихся электродов с присадочной проволокой.
- ИН — в защитных газах, вольфрамовым электродом без присадки.
- А — сварка в автоматическом режиме, под слоем флюса, без использования стартовых косынок, подушек и прочего…
- Аф — авто. сварка под слоем флюса с использованием флюсовой подушки.
Правила нанесения и расшифровки обозначений
На чертежах видимый сварной стык обозначается сплошной линией, невидимый – штрихами. Для описания шва применяют стрелку с полкой, указывающую на черту стыка. Условные обозначения для видимого соединения располагаются над полкой, при описании невидимого – под полкой. Надпись с обоих боков стрелки обозначает двустороннюю обработку.
Обозначение сварки на чертеже делится на 9 блоков:

Структура обозначения сварного шва
- Блок 1 – Вспомогательный знак (при выполнении замкнутого или монтажного шва).
- Блок 2 – Стандарт на метод сварочных работ.
- Блок 3 – Маркировка вида шва.
- Блок 4 – Дефис (разделение на подкатегории).
- Блок 5 – Буквенное обозначение типа сварки (автоматическая – А, электрошлаковая – Ш, расплавляющимся электродом в газовом облаке – ИП и т.д.). Может не указываться.
- Блок 6 – Значок длина катета шва в мм.
- Блок 7 – Дополнительные параметры (шахматное или цепное расположение, интервал шага и т.п.).
- Блок 8 – Вспомогательные условные значки для обозначения обработки.
- Блок 9 – Значение чистоты поверхности стыка (при необходимости механической обработки).
Структура обозначения сварного шва
Условное обозначение видимых и невидимых швов
- над полкой – видимый;
- под покой – невидимый.
Обозначения видов сварок:
- электродуговая – Э,
- газовая – Г,
- контактная – Кт,
- в среде защитных газов – 3.
Условное обозначение сварного шва:

- №1 – Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- №2 – Буквенно-цифровое обозначение, ГОСТ.
- №3 – Стандарт или тип, условный графический знак.
- №4 – Размер швов в сечении, длина катета.
- №5 – Знак углового шва с указанием длины участка.
- №6 – Вспомогательный знак для обозначения обработки.
- №7 – Обозначение для вспомогательного шва.
| Знак | Значение знака | Расположение знака |
| по замкнутой линии | ||
| исполняется при монтаже изделия |
Ко всем видам знаков в условном обозначении сварного шва выдвигаются требования:
- основные и вспомогательные знаки указываются сплошными тонкими линиями;
- знаки должны быть одинаковой высоты с цифрами, которые входят в обозначения.
Использование вспомогательных знаков
Дополнительные уточнения по выполнению сварных стыков по ГОСТу указываются на чертежах при помощи вспомогательных знаков:

Современные системы автоматизированного проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из наиболее известных можно назвать AutoCad (на ее основе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и металлических конструкций ATHENA. Из российских САПР хорошо себя зарекомендовали Компас и Мономах.

Вспомагательные знаки для обозначения сварных швов






![]()
Использование САПР

САПР для обозначения сварных швов
Автоматизируя рутинные процессы, САПР позволяют конструктору значительно сократить время разработки проектов. Они дают возможность моделировать различные ситуации, моментально проводить сложные расчеты, подбирать во встроенных библиотеках готовые инженерные решения.
Большим преимуществом САПР является автоматизация разработки документации согласно условиям ЕСКД. Например, в Компасе поиск и размещение обозначения сварных швов на чертежах занимает считанные секунды.
Умение использовать условную маркировку необходимо квалифицированному специалисту в области строительства или на производстве. Корректно составленная конструкторская документация – необходимое условие для успешного выполнения всей технологической цепочки изготовления изделий с применением сварочных работ.
Источник: msmetall.ru