Книга «Цель» авторства Элияху М. Голдратта является одним из ведущих трудов в области управления производством и теории ограничений. В то же время, многие принципы и концепции, описанные в этой книге, также имеют применение в маркетинге и продажах. В данной статье мы рассмотрим, как основные идеи «Цели» Голдратта могут быть использованы для разработки эффективных маркетинговых стратегий.
623 просмотров
Content Manager at PAD Team
Определение «Цели»
В книге «Цель» Голдратт определяет основную цель предприятия как «зарабатывание денег сейчас и в будущем». В контексте маркетинга это означает, что основная цель состоит в том, чтобы максимизировать прибыль и рост компании. Для достижения этой цели маркетологи должны определить и устранить ограничения, препятствующие росту продаж и прибыли.
Идентификация ограничений
Так же, как Голдратт предлагает использовать теорию ограничений для оптимизации производства, маркетологи должны идентифицировать узкие места в своих стратегиях. Ограничения могут проявляться в различных аспектах маркетинга, таких как недостаточная привлекательность предложения, неэффективные каналы распространения, низкая конверсия лицевых встреч и др.
#ЧтоПоЧитать — Цель. Голдратт (обзор. Рецензия на книгу)
Подход «шаг за шагом» к устранению ограничений
Вместо того чтобы стремиться к совершенству сразу же, маркетологи должны следовать поэтапному подходу Голдратта для устранения ограничений. Процесс включает в себя следующие этапы:
- Идентификация ограничения
- Эксплуатация ограничения
- Подчинение всего остального ограничению
- Преодоление ограничения
- Повторный поиск ограничений
Маркетологи должны анализировать каждый аспект своей стратегии, чтобы выявить ограничения, и затем определить способы их преодоления. Это может включать изменение маркетингового микса, внедрение новых технологий или повышение компетенции команды.
Обеспечение синхронизации маркетинговых усилий
Как и в производстве, маркетинг должен быть синхронизирован для достижения максимальной эффективности. Все элементы маркетинговой стратегии, от продукта до коммуникаций, должны работать вместе, чтобы поддерживать общую цель.
Использование метрик для измерения прогресса и улучшения
В «Цели» Голдратт акцентирует внимание на использовании ключевых показателей производительности (KPI) для измерения прогресса и выявления узких мест. В маркетинге важно также определить и отслеживать соответствующие метрики, которые могут включать конверсию, стоимость привлечения клиента (CAC), пожизненную ценность клиента (LTV) и другие. Эти данные позволяют маркетологам определить, какие аспекты стратегии работают эффективно и где требуются улучшения.
Постоянное совершенствование
Голдратт утверждает, что процесс совершенствования никогда не заканчивается. Маркетологи должны принимать этот принцип и постоянно искать способы улучшения своих стратегий и тактик. Это означает быть готовым к адаптации, принимать изменения в рынке, технологиях и поведении потребителей, и постоянно обучаться новым методам и подходам.
«Цель. Процесс непрерывного совершенствования» Элияху Голдратт | Саммари ®
Книга «Цель» Элияху Голдратта предоставляет ценные уроки для маркетологов, которые хотят оптимизировать свои стратегии и достичь лучших результатов. Применение принципов теории ограничений, подхода «шаг за шагом», синхронизации усилий, использования метрик для измерения прогресса и постоянного совершенствования может помочь маркетинговым командам максимизировать прибыль и рост компании.
Осознавая и устраняя ограничения в своих маркетинговых стратегиях, маркетологи могут повысить свою эффективность и добиться успеха в долгосрочной перспективе. В конечном счете, использование принципов из книги «Цель» Голдратта может стать ключевым инструментом для маркетологов в достижении своих целей и укреплении конкурентоспособности компании.
Следуя этим принципам, маркетологи смогут разработать гибкие и адаптивные стратегии, которые ориентированы на результат и удовлетворение потребностей клиентов. Это, в свою очередь, поможет компаниям преодолеть многочисленные вызовы и изменения, которые неизбежно возникают на сегодняшнем динамичном рынке.
Важно отметить, что хотя «Цель» является книгой, ориентированной на производство, ее принципы и концепции могут быть успешно адаптированы и применены в различных областях бизнеса, включая маркетинг. Успешное использование этих идей требует глубокого понимания их сути и активного применения в практике.
В целом, маркетологи, которые стремятся к инновациям и непрерывному совершенствованию, могут найти в книге «Цель» Голдратта множество полезных идей и стратегий, способных привести их к успеху. Осваивая эти подходы, маркетологи смогут создавать более высокую ценность для своих клиентов и партнеров, а также обеспечивать устойчивый рост своей компании. Именно такое сочетание практических знаний и гибкости мыслей является залогом успеха в современном мире маркетинга.
Если вашему бизнесу нужен стабильный поток заявок – оставляйте заявку на сайте pad.team (там три кнопочки – короткая заявка, бриф и аудит, выбирайте что душе угодно), мы вместе подберём оптимальный для вас способ и запустим рекламу на подходящих площадках!
Источник: vc.ru
08/11/2011 | Владимир Речкалов | Источник: http://www.tocpeople.com/2011/11/5-shagov-k-celi-chast-1/

Важное замечание: все эти показатели должны применяться к процессу в целом, а не для локальной оптимизации на одном участке.
В этих терминах Цель звучит так: увеличивать скорость генерации дохода с одновременным уменьшением связанного капитала и операционных расходов.
Таким образом, если роботы дают прирост генерации дохода и снижение остальных показателей, значит, система зарабатывает больше денег. Что же произошло на заводе Алекса? Да, роботы значительно производительнее старых станков, но при этом они не избавили ни от одной работы на заводе. Просто рабочие переместились в другие цеха.
Т.е. уменьшить операционные расходы за счет сокращения зарплаты рабочих не удалось. Завод не стал продавать больше продукции, поэтому увеличились запасы готовой продукции на складах. Кроме того, для обеспечения постоянной загрузки роботов заводу потребовалось больше сырья. Все это увеличило связанный капитал.
Из-за увеличения запасов и готовой продукции на складах увеличились расходы на складирование и транспортировку. А значит, операционные расходы тоже выросли. Что же предпринять? Как избавиться от излишков продукции? Как сбалансировать производство?
Однако, Иона утверждает, что чем ближе завод к идеальному балансу, тем ближе он к банкротству. Существует математическое доказательство, что после снижения мощностей под требования рынка производительность упадет, а запасы вырастут до небес. Это в свою очередь повлечет за собой увеличение расходов на складирование и транспортировку. Почему же недостаточно улучшить только один из показателей, например, операционные расходы за счет сокращения персонала?
Причина — в комбинации двух феноменов: взаимозависимости событий и статистического отклонения. Взаимозависимость событий — это когда одно событие в системе не может начаться прежде, чем закончится другое. С этим все понятно: если деталь А состоит из двух деталей Б и С, ее невозможно собрать, пока не будут изготовлены и Б, и С. Статистическое отклонение применяется для событий, которые невозможно предсказать заранее. Например, рабочий может собрать эту деталь А за 1 минуту, а может — за 50 секунд.
Но почему комбинация этих двух феноменов так важна для производства?

Голдратт поясняет нам это с помощью неотразимого в своей простоте примера. Алекс идет в поход с сыном и другими бойскаутами. До лагеря им нужно пройти по узкой тропе 20 км. Скорость движения известна — примерно 4 км/ч. Таким образом, на дорогу требуется около 5-и часов плюс час-полтора на привалы и обед. Однако, реальная скорость выходит намного ниже расчетной.
С такой скоростью им не добраться до лагеря до темноты! В чем же причина?
Алекс, идущий последним, замечает, что колонна растянулась уже на километр. Дистанция между ребятам постоянно изменяется. Кто-то споткнулся и не спешит потом догонять впереди идущего товарища, кто-то останавливался поправить рюкзак и теперь никак не может сократить дистанцию. Затем с большим отставанием устало бредет толстячок Герби, который периодически вынужден переходить на бег, чтобы хоть немного догнать впереди идущего. Долго ли еще он выдержит такой рваный темп?
А может ли Алекс ускорить движение и уменьшить длину колонны? Да, но только в пределах двух метров до мальчика впереди него. Хотя сам Алекс и способен идти намного быстрее, он не может обогнать впереди идущего. И так далее.
Все начинает проясняться. Колонна скаутов — это цепь взаимозависимых событий. Идти быстрее впереди идущего невозможно, а вот медленнее, вплоть до остановки — легко. При таких остановках колонна может растягиваться до бесконечности. Вот почемуколебание разных скоростей не компенсируется, а накапливается.
Сократить колонну можно, если каждый, кроме первого, пойдет значительно быстрее. При этом, идущему последним Алексу придется компенсировать отставание, накопленное всеми остальными — почти целый километр!
Часть 3.
Разберемся с вероятностными отклонениями
На привале скауты под руководством Алекса играют в игру. Каждый «обрабатывает детали» на своем «станке», а на самом деле перекладывает спички из своей тарелки в следующую тарелку-станок. Вероятностными отклонениями будет заведовать обычный игральный кубик с количеством очков от 1 до 6. Если спичка в тарелке только одна, а выпало 6 очков, переместить дальше можно лишь одну спичку-деталь. И наоборот, даже если тарелка полна спичек, но выпала единица, можно продвинуть только одну «деталь». Чтобы было интереснее, тот, кто обработает меньше всех спичек, после игры моет посуду.
Итак, максимальная производительность «станка» равняется тем же 6 спичкам. А средняя производительность (6 + 1) / 2 = 3,5. Значит, за 10 ходов мы должны «отгрузить» из последней тарелки 35 спичек, т. е. 35 готовых деталей. Что же получилось на самом деле? Всего 20!
Внимательные читатели наверняка уже догадались, что посуду всегда моет последний в цепочке игрок. Не верите? Сыграйте сами. Только заведуйте последней тарелкой. Тогда последующее мытье посуды позволит вам лучше запомнить математическую теорию: при линейной зависимости одной или нескольких случайных переменных, отклонения в цепочке зависимых событий происходит с разбросом, который больше наибольшего значения разбросов всех переменных.
После обеда ребята сами перестроились. Вначале пошли самые сильные. Герби оказался предпоследним, прямо перед Алексом. Скауты решили, что так будет правильней всего. Каждый в итоге может идти в своем темпе и никому не мешает. Но что с колонной?
Она вытянулась еще больше!
Казалось бы, теперь Герби больше не ограничивает ничью скорость, кроме Алекса. Но скорость Алекса — это общая производительность системы. Поэтому именно Герби и только он, независимо от своего места в цепочке, определяет максимальную скорость колонны (производительность системы).
Цепочка скаутов является прекрасной иллюстрацией производственного процесса завода. Алекс смог решить проблему с Герби. Он распределил содержимое тяжелого рюкзака Герберта между остальными — теперь тому стало гораздо легче, и Герби смог увеличить свой темп (время генерации прибыли). Кроме того, Герби поставили ведущим колонны — теперь каждый легко поддерживает темп Герби и колонна больше не растягивается (не растет связанный капитал). Алекс теперь знает, что сможет теперь решить и проблемы на своем заводе.
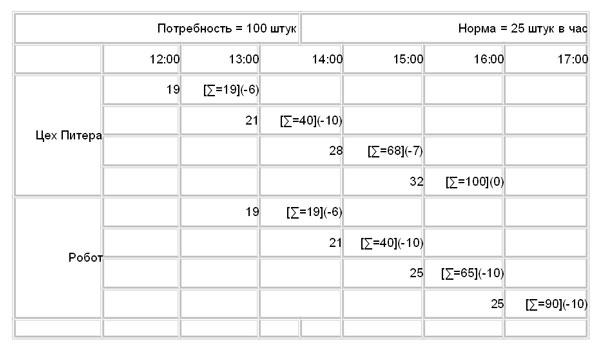
Следующий же рабочий день ставит Алексу реальную задачу. Необходимо до 17:00 изготовить срочный заказ из 100 деталей. Если деталей будет даже 99, то заказ можно не отправлять, т. к. нужны именно 100 и ни одной меньше. Если заказ будет готов даже в 17:05, то он уже не успеет на грузовик службы доставки, который отправляется ровно в 17:00 (у него есть и другие клиенты).
Питер — начальник цеха — уверяет Алекса, что они успеют. Они смогут начать делать заготовки для робота в 12:00 и до 16:00 сделают 100 заготовок любой ценой. Робот начнет работу в 13:00 и будет делать из них готовые детали со скоростью 25 штук в час. Соответственно, к 17:00 все детали будут готовы. Это же робот, он не устает и не отвлекается.
Ничто не помешает нам выполнить этот заказ!
Однако, Алекс просит мастера записывать количество заготовок и деталей на каждый час и ставит 10 баксов на то, что они не успеют. Так и выходит. К 17:00 готовы всего 90 деталей и еще 10 необработанных заготовок лежат возле робота. Рабочие радуются, что «победили робота».
Но причина в том, что в первый час они изготовили для робота лишь 19 заготовок, хотя он мог сделать 25, во второй час — всего 21 из 25. И хотя в третий и четвертый час отставание компенсировали — 28 и 32 заготовки, робот все равно не мог изготовить больше, чем 25 штук в час. Собственно, работу над заказом можно было останавливать уже в 14:00. Максимальное отставание в 10 штук по заготовкам в 15:00 — это и есть то количество готовых деталей, которого не досчитались в итоге.
Максимальное отклонение для одной операции будет начальным отклонением для следующей.
Так что же делать? Как управляться с сотнями и тысячами отклонений на заводе? Это же не возможно! Но Голдратт дает нам второй ключ.
Часть 4.
Ищем «узкие места» и обеспечиваем через них поток, равный рыночному спросу
Необходимо научиться различать 2 типа ресурсов на своем предприятии. Узкое звено — его пропускная способность меньше или равна потребности в нем. Не узкое звено — его пропускная способность больше, чем потребность в нем. Именно узкое звено определяет производительность всего завода, как Герби определял скорость всей колонны в походе. Поэтому необходимо обеспечить поток через узкое звено равным или чуть меньшим, чем рыночный спрос.

Нужно ли устранять узкие звенья? Не обязательно. Но знать их и использовать максимально эффективно — необходимо.
Команда Алекса начала поиск узких мест. Оказалось, что это очень сложно. Материалы зачастую не соответствовали спецификациям, маршрутные карты использования оборудования устарели. Даже само оборудование уже частично было списано и заменено на новое.
На помощь пришел здравый смысл и опыт сотрудников. Как перед Герби в походе было самое большое расстояние до впереди идущего, так и перед узким местом должна быть самая большая куча необработанных деталей.
В итоге, узких мест обнаружилось сразу два: новейший станок NCX-10 и 2 печи в цехе термообработки. Однако, на взгляд Алекса, заменить их другим оборудованием (это уникальное для завода оборудование) или увеличить производительность (они и так работают в 3 смены) не представлялось возможным.
Но приехавший на завод Иона скрытые возможности сразу заметил. Почему рабочие-настройщики станка идут на перерыв и обед не тогда, когда станок загружен работой, а по расписанию? Почему не установить еще и старое списанное аналогичное оборудование, раз оно еще исправно? Все ли детали, которые идут на обработку в печи, действительно в этом нуждаются?
Проходят ли детали контроль качества до узкого места или после него? Зачем тратить драгоценное время узкого места на обработку заведомого брака?
И действительно, резервы-то есть, и они внушительны! Обед наладчиков можно перенести на несколько минут. Часть контролеров ОТК — переставить на другое место. Как минимум, 10% деталей не нуждались в термообработке и т.д. Еще и мастер ночной смены придумал простые контейнеры на роликах, которые можно закатывать в печь целиком, уже заранее загруженные деталями.
А не перекладывать детали в печь и обратно вручную. В результате, время загрузки/разгрузки печи сократилось с 1 часа до 5 минут!
Потом были придуманы цветные бирки на детали. Зеленая — деталь не проходит через узкое место, приоритет — обычный. Красная — деталь в дальнейшем пройдет через узкое место, приоритет — первоочередный. Желтые (золотые) — деталь уже прошла через узкое место. Теперь к ней нужно относиться как к золоту, чтобы не испортить.
Ведь на нее уже затрачено драгоценное невосполнимое время узких мест!
Ведь что такое 1 час простоя узкого звена? Это вовсе не себестоимость непроизведенных за это время деталей и трудозатрат, как это было принято считать. Это стоимость всех расходов по управлению заводом за 1 час.
После такого прорыва в организации производства кажется, что все идет замечательно. Но вдруг оказывается, что прессы, которые узким звеном не являлись, перестали справляться с потоком деталей. Появилось новое узкое звено?
Нет! Оказалось, что участки с избыточными мощностями практически непрерывно изготовляют приоритетные «красные» детали. «Зеленые» при этом почти перестали обрабатывать. В результате перед узким звеном NCX-10 высятся небывалые горы необработанных деталей, зато по другим «зеленым» позициям начал ощущаться дефицит.
И это — следствие того, что на заводе оптимизировали отдельные участки, а не весь процесс в целом, объясняет Голдратт. 100% загрузка участков с избыточной мощностью привела к огромному увеличению связанного капитала.
Вывод: на узкое место должно приходить ровно такое количество деталей, которое оно может обработать. И точно в срок, когда оно заканчивает обработку предыдущей партии.
Зная длительность технологического цикла на изготовление каждой детали, теперь возможно рассчитать срок запуска сырья в производство. Зная срок запуска сырья, можно планировать его закупки заранее и минимизировать запасы сырья на складе.
С другой стороны, можно рассчитать и время, необходимое на сборку готовой продукции после обработки на узком звене. И точно рассчитать срок отгрузки товара заказчикам.
Таким образом, узкое звено, как и Герби в походе, будет задавать темп всем остальным участкам и тянуть их за собой. Как будто, ему в руки дали барабан отбивать ритм и связали всех одним канатом, чтобы никто не отстал. А как же отклонения? Для компенсации отклонений были созданы временные буферы.
Кажется, что уже все идет превосходно. Но можно ли еще лучше?
Источник: logscm.ru
Теория ограничений систем Голдратта: как повысить эффективность бизнеса

Все системы работают и развиваются по одинаковым принципам. Если найти правильные точки приложения сил, то можно значительно повысить эффективность всего бизнеса. В статье мы расскажем о том, как найти узкие места любой системы, расширить их и повысить общую производительность.
Что такое ТОС
Теория ограничений систем (ТОС, Theory of constraints) — это методология управления системами в различных видах деятельности, суть которой заключается в поиске ключевых ограничений, определяющих успех и эффективность всей системы в целом.
ТОС была создана в 1980-х годах израильским физиком и философом Элияху Голдраттом, который прославился как автор нескольких бестселлеров деловой научно-популярной литературы. До этого Голдратт много лет работал в сфере разработки программного обеспечения для оптимизации технологии производства.
На данный момент это популярная методология, которой пользуются во всем мире. Вот небольшой список компаний и институтов, которые открыто заявили о том, что используют Теорию ограничений:
Boeing, Авиация и космонавтика
ABB, Швейцария
База морской пехоты США по техническому обслуживанию техники
Elwood City Forge, США
Israeli Aircraft Industry
Dr Reddy’s, Индия
Dr Reddy’s, Индия
Причина популярности теории — простота и универсальность, поскольку принципы, методы и инструменты ТОС можно использовать для устранения ограничений любых систем, а значит и повышения их эффективности.
Вопрос эксперту
Насколько популярна ТОС в России?
Несмотря на свои прорывные решения, ТОС в России не так популярна как Agile, про неё не говорит Греф. И её мало кто знает и еще меньше — кто применяет. Возможно, это связано с высокой стоимостью литературы, обучения или отсутствием литературы на русском языке. Насколько мне известно, по некоторым изданиям не удалось договориться о переводе на русский язык.
Те компании, которые применяют решения ТОС, имеют отличные показатели доходности, но они не рассказывают на каждой конференции о своих подходах. Для них это «само собой разумеющееся».

Agile / XP coach, ТОС-консультант
Алексей Васильев
Основы ТОС
Суть Теории ограничений можно метафорически передать через идиому: «Цепь не сильнее, чем ее самое слабое звено» или «Скорость эскадры определяется скоростью ее самого медленного корабля». То есть вся система не может быть быстрее и мощнее, чем ее самое слабое место. Это место и называется ограничением, и как минимум, одно ограничение есть в любой системе.
Положения
Согласно Теории ограничений систем Голдратта, любая система состоит из набора процессов или последовательных задач, как на конвейере. Каждый процесс имеет определенную мощность или пропускную способность. При этом один из процессов всегда отстает, поскольку имеет определенное ограничение, которое становится «бутылочным горлышком» всей системы. Таким образом, мощность и скорость системы всегда будет равняться ее самому слабому звену в цепи задач.
Основной постулат ТОС — большое количество целей системы недостижимы из-за небольшого количества ограничений. Для поиска ограничений используется фокусирование на проблеме, после того, как ограничение найдено, вся система начинает работать на то, чтобы его снять. То есть успех всей системы определяется ключевым ограничением.
Таким образом, если прилагать усилия к управлению небольшим количеством аспектов системы, можно получить эффект, который будет намного превышать результат от воздействия на все проблемные участки. Вместо того, чтобы растрачивать усилия, пытаясь улучшить сразу все, вы бросаете все ресурсы и внимание на самый слабый участок системы.
У вас работает 5 менеджеров по продажам, которые продают 50 сайтов на разработку в месяц. А программист в штате всего 1, и он успевает развернуть только 1 сайт в неделю. Итого возможности вашей системы равны 4-м сайтам в месяц, вне зависимости от того, сколько договоров вы продали.
Очевидно, что узкое место — производство, и пока вы не снимете это ограничение (наймете еще программистов), вы не сможете производить и зарабатывать больше.
Упрощенная схема работы методологии ТОС выглядит следующим образом:
Источник: www.uplab.ru