Для того чтобы начать этот бизнес нужно сначала изготовить литейную форму. Эту форму можно сделать при помощи формовочных ящиков, которые обеспечивают хороший контакт с землей и в основном их изготавливают из наструганных досок. Это сооружение называется опокой. У этой опоки должны быть размеры, которые в полтора раза превышают размеры деталей. В основном она состоит из двух частей: нижняя с ящиком и дном и верхняя состоящая из рамки.
Деталь может служить моделью для того чтобы создать форму. Эта модель может быть изготовлена из любого материала или дерева. Нижнюю часть опоки нужно будет засыпать землей (формовочной) в процессе формовки. Модель обязательно должна быть припудрена порошкообразным графитом либо тальком. После этого его нужно будет вжать в землю примерно наполовину.
Модель должна быть размещена таким образом, чтобы выступы было нетрудно достать из формы. Еще при этом процессе нужно постараться не разрушить изделие. Затем землю, которая находится в ящике, нужно будет посыпать графитом или тальком и установить верхнюю часть опоки на нижнюю. При этом нужно совмещать отверстия с фиксаторами.
Для того чтобы сформировать литник в будущую деталь обязательно нужно поставить пробку (коническую). После этого в опоку нужно насыпать формовочную землю так чтобы был немного избыток и немного ее утрамбовать. Затем нужно очень аккуратно достать пробку из-под литника, а верхнюю часть формы снять и достать модель. У обеих частей формы обязательно должны быть углубления, которые отображают форму детали.
Затем обе половины этой формы должны хорошо подсохнуть, а после их нужно будет соединить и плотно сжать, чтобы между обеими частями не оставалось ни единого проема или щели. В результате этого всего должна получиться уже готовая форма к заливке металлом.
Металл нужно плавить только в чугунной или стальной емкости, у которой обязательно должен быть носик. Через этот носик расплавленный металл будет заливаться в отверстие формы (литниковое). Плавка должна осуществляться в муфельной печи или горне небольшого размера.
Для того чтобы избежать выгорания металла при плавлении цинка нужно сверху этого металла в емкость насыпать немного древесного угля а точнее один слой. Когда металл будет хорошо расплавлен его нужно будет в течение пяти минут выдержать в печи для того чтобы осуществить максимальный подогрев. Благодаря этому способу можно заполнить форму в самых тонких ее местах. Для того чтобы форма не размылась металл в расплавленном состоянии нужно заливать очень тонкой струей и струя эта должна быть непрерывной.
Когда металл полностью остынет, форму нужно будет разнять, а затем достать уже готовую деталь. Детали, которые получаются таким способом, могут обладать слегка шероховатой поверхностью. Именно поэтому очень важна дополнительная обработка (чистовая).
Есть еще одна технология литья, которая является более сложной. Эта технология позволяет получить изделия поточнее и высококачественнее. В этом случае технология должна быть доступной для того чтобы использовать ее дома.
Технология заключается в том, чтобы будущая модель изготавливалась из парафина, а также воска либо другого материала, который является легкоплавким. Затем ее нужно заформовывать в жаростойкой массе. Во время нагревания восковая модель начинает выдавливаться из формы через отверстие. Уже в полученную форму нужно будет залить расплавленный металл. Благодаря этому методу можно повторять самые мелкие элементы в изделиях.
Если кто в теме — давайте обсудим, успехов всем и процветания!
По материалам форума Бизнес-идей:
Источник: dzen.ru
Простой способ литья из алюминия в домашних условиях

При изготовлении сложных конструкций в промышленности используют метод, при котором материал подается под высоким давлением. Детали могут иметь разнообразные конфигурации, а также допустимые параметры точности и шероховатости на поверхности. Литье алюминиевых сплавов под давлением — автоматизированный процесс, при котором повышается производительность и качество, а затраты снижаются.

Литье алюминиевых сплавов под давлением
Как отлить алюминий дома?
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.

Пресс-форм для литья алюминия
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.




Характеристики алюминия
Основные механические свойства материала при нормальной температуре:
- номинальная плотность — 2700 кг/м3;
- удельный вес материала — 2,7 г/см3;
- плавится материал при температуре 659°С;
- закипает алюминий при значении 2000°С;
- внутренний коэффициент расширения при нагреве 22,9*106 1/град.
Проводимость электричества у алюминия изменяется в зависимости от его состояния, при термической обработке данный параметр увеличивается. Удельное сопротивление в нормальных условиях составляет 0,029 мкОм*м. В результате повышенного коэффициента проводимости тепла, который равен 0,5 кал/см*с*С его используют при изготовлении батарей отопления.
После процесса литья на поверхности материала появляется защитное покрытие при взаимодействии металла с кислородом. Пленка является химически неактивной и эффективно защищает алюминий от коррозии. При изготовлении чистого материала на поверхности не образуется пор, и на него не влияет агрессивная среда. Если же в состав металла добавляется примесь, это способствует появлению промежутков в оксидной пленке, в результате может разрушаться поверхность.
Алюминий устойчив к таким веществам:
- воде (чистой и с примесями);
- растворам на основе магниевых, аммониевых и натриевых солей;
- сернистой, уксусной и другим кислотам;
- хромовым и фосфорным растворам;
- аммиачному раствору.
Металл вступает в реакцию с такими веществами:
- серной кислотой слабой концентрации;
- хлорной кислотой;
- щелочными растворами высокой концентрации;
- щавелевой кислотой.
Подготовка материалов для литья
На первом этапе требуется подготовить алюминиевый лом. Важно понимать, что алюминий бывает разных видов, например, если взять проволоку, то может попасться та, что очень легко гнется, а можно выбрать практически не поддающуюся физическому воздействию.
Если вы собрались заниматься литьем алюминия, то выбор следует остановить на той, что более мягкая, именно такой материал содержит малое количество оксидов.
Второй этап заключается в подборе гипса. Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Его покупка возможна в любом магазине строительных материалов. Но остерегайтесь такого материала, как алебастр. Он крайне похож на гипс и именно его может посоветовать продавец в качестве замены, однако, для наших целей его применение невозможно.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера. Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм.
Последнее, что нам понадобится это емкость для растапливания алюминия, сделанная из чего-то прочного, ведь ей предстоит выдержать нагревание до высоких температур. А также нельзя обойтись без главного – источника температуры.
Для этого можно использовать что угодно, хоть газовый горн, хоть самодельную печь, это неважно. Все, что нам требуется – достичь нужной температуры.
Литье алюминия в домашних условиях от формы до плавки
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Конечно, для этого используются специальные машины и оборудование, которое нельзя использовать в домашних условиях.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
ВАЖНО ЗНАТЬ: Технология штамповки деталей из листового металла
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Изготовление форм для литья
В домашнем производстве невыгодно использовать промышленные пресс-формы для литья алюминия. Процесс получится сложным и дорогим, да и сами приборы занимают очень много места.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
Но мы пойдем другим путем и изготовим формы своими руками. Для этого можно использовать пенопласт, из которого просто вырезается нужная форма. Литье алюминия в пенопласт является безопасным и эффективным.

Литье алюминия по газифицируемым моделям
А также можно использовать гипс или цемент, но использование второго способа нецелесообразно, так как форма будет иметь только прямоугольный вид. При помощи гипса можно создать любую конфигурацию.
Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Придать выплавляемым изделиям из алюминия необходимую форму в условиях дома можно при помощи ручного метода «в землю», который подразумевает использование формы, изготовить которую тоже можно своими руками.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.
Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
ВАЖНО ЗНАТЬ: Секреты холодного цинкования металла
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.
При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.
Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.

Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Ошибки при литье
Литье алюминия в гипсовые формы часто сопровождается тремя основными ошибками, возникающие при неправильном проведении работ.
- Перед изготовлением гипсовых форм нужно убедиться в том, что вся влага испарилась, в противном случае она исчезнет под давлением и превратится в пар, который останется на алюминии в виде пор.
- В случае малого нагрева формы, алюминий не сможет полностью ее заполнить и некоторые участки могут остаться пустыми.
- Распространенный способ закалки – опускание раскаленного металла в воду. В случае с алюминием этого делать нельзя, произойдет нарушение внутренней структуры металла.
Зная эти ошибки, вы сможете не повторять их и избежать неприятных казусов во время процедуры литья и изготовления пресс формы для литья алюминия.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать.
Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
У нас всегда в приоритете качество и надежность
«Московский литейный завод» представляет широкий спектр изделий из литья металлов. На нашем сайте вы всегда найдете примеры литья алюминия и сможете поближе ознакомится с нашей продукцией и технологиями ее изготовления.
Мы выполняем литье из алюминия самых разнообразных и сложных форм. При этом на нашем заводе неукоснительно соблюдаются все технологии. Мы работаем с каждым клиентом по индивидуальной программе. Сотрудничество начинается сразу с момента первых консультаций при заказе изделия. Мы внимательно относимся к своим партнерам и бережем свою репутацию.
Оказав нам доверие, вы сможете в этом убедиться лично.
Наше предприятие концентрируется на качестве своей продукции, идет в ногу со временем, сохраняя при этом давние традиции российского литейного дела.
Технические особенности алюминия
Алюминий считается одним из самых популярных металлов. С ним очень удобно работать, температура плавления 658 градусов. Обладает отличной тепло и электропроводностью, устойчив к коррозии.
Сегодня мы будем отливать крышку для водяного насоса машины.
- Песок.
- Алюминий.
- Гипс.
- Пластилин.
- Силиконовая смазка.
- Стальная проволока.
- Конструктор lego или любой детский конструктор.
Необходимые инструменты для работы:
- Токарный станок.
- Шуруповерт.
- Муфельная печь.
- Сверло.
- Пассатижи.
- Гравер дремель.
Литье алюминия под давлением сложной формы

Литье алюминия под давлением — технологичный процесс, обеспечивающий высокое качество тонкостенных изделий различных форм и конфигураций, практически не требующий последующей механической доработки.
Можно получать отливки, имеющие внутреннюю или наружную резьбу, различные каналы и полости, толщину стенок от 0,5 до 5 миллиметров. Вес изделий может составлять от нескольких граммов, до десятков килограммов.
Если вам нужна машина для литья под давлением, обращайтесь в .
Звоните по телефонам или обращайтесь по обратной связи! Наши менеджеры ответят на все интересующие вас вопросы, помогут подобрать подходящий агрегат и пресс-формы к нему, оформить заказ по минимальной цене.
Рис.1 Машина для литья алюминия под давлением DC-420V4N
Что такое литье алюминия под давлением сегодня
Современные процессы литья под давлением алюминиевых сплавов отличаются полной автоматизацией производства, высокой производительностью и идеальной точностью линейных размеров выпускаемых изделий.
Блок ЧПУ задает необходимые режимы, параметры и способы литья:• температурный режим плавления сырья;• давление и скорость впрыска расплава;
Источник: generator98.ru
Литьё металла по выплавляемым моделям на кухне
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал из PLA — самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
В качестве моделей взял стандартные «кораблик» и «кубик», к которым прилепил литники из воска от сыра.
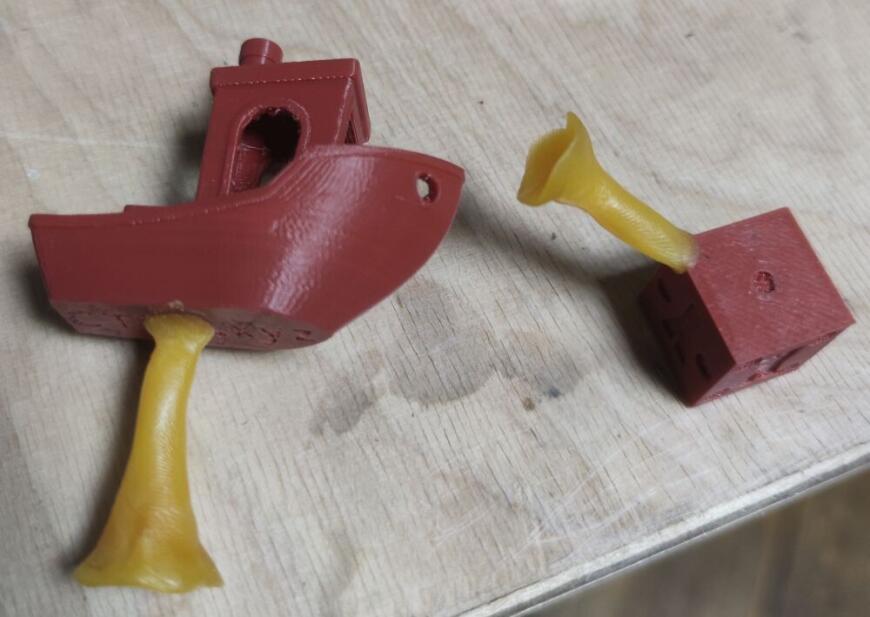
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании — правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй — проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования — но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав — смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию «менее 0.25 мм» (облепливал ею модель) и «0.25-0.5 мм» (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С — так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь — но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

Вот так выглядят формы после выплавления:

Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия — около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.
Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля — примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия — даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса — после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял — но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

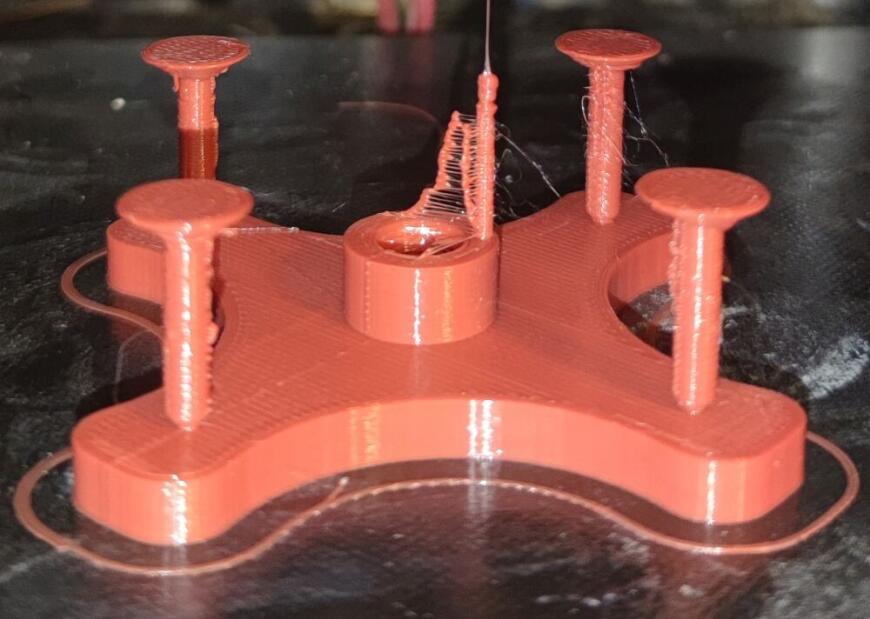
Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

0. Всё нижеперечисленное — мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция «менее 0.5 мм» достаточна, хотя для более тонкого литья можно попытаться взять фракцию «менее 0.25 мм».
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник: 3dtoday.ru