Торговые манекены, акриловые ванны, упаковки для инструментов, техники и игрушек, тазики, объёмные буквы применяемые для оформления салонов, кафе, магазинов, ресторанов, баров – что может быть общего у этих столь разноплановых в использовании и форме предметов?
Дело в том, что, как правило, все они изготавливаются одним общим интересным способом под названием вакуумная формовка. При наличии необходимого станка сам процесс формовки довольно несложный, а потому предоставляет возможность современного, пользующегося спросом бизнеса.
Ведь картонные коробки, в которые раньше повсеместно упаковывался самый разный товар – от техники до духов и сладостей – уверенно уступает место блистерным (пластиковым) упаковкам, повторяющим форму помещённого в них предмета. Огромным коммерческим преимуществом такого вида упаковок является то, что покупатель имеет здесь возможность предварительного осмотра товара и его преимуществ, в связи, с чем повышается вероятность его продажи (согласно психологическим исследованиям, товар в пластиковой упаковке раскупается на 15% больше, нежели в любой другой).
Бизнес-идея для открытия производства – собственная вакуумная формовка пластика
Технология вакуумной формовки
Тля этого потребуется приобрести вакуум-формовочный станок – это около 120 тыс. руб. Что касается материалов для формовки, то они могут быть разными (а соответственно – по-разному стоить) и избираются в зависимости от целевой потребности. Основное общее требование ко всем материалам – одинаковая толщина листа.
В целом же можно сказать, что для рекламных вывесок в основном задействуется полистирол (общего назначения) до 2 мм толщиной. Ведь он одновременно и вес имеет небольшой, и прочность высокую, обладает малым влагопоглощением и диэлектрическими свойствами. Да и температурный диапазон его использования весьма широк – от -50C до + 70С.
Кроме того, в вакуумной формовке зачастую используются ПЭТ, ABS-пластик, ПВХ, поликарбонат, полипропилен и т.д.. Если требуется, на материал возможно первичное нанесение краски, и лишь затем – сама формовка.
Процесс вакуумной формовки
1) изготовление матрицы;
2) формовка по нему выбранного материала.
Что касается первого пункта, то к фантастическому блокбастеру отношения он никакого не имеет; здесь матрица – это выступающая твёрдая форма, на которую и будет «натягиваться» разогретый и ставший чрезвычайно гибким пластик. Изготавливается он фрезеровкой (в зависимости от требований к соблюдению точности исполнения и тиража) из стеклопластика (обычно для формовки толстых, больших изделий), дюралюминия, МДФ, различных смол и др.
Затем следует непосредственно формовка. В специальную рамку станка зажимается тот или иной лист материала (предварительно тщательно вами очищенный от пыли, иначе она при разогреве просто станет частью пластика), на него опускается разогревающая панель и происходит разогрев материала.
Под действием температуры лист станет мягким и эластичным (сколько потребуется времени на достаточный разогрев листа того или иного материала, устанавливается индивидуально), после чего рамка с листом опускается на форму (матрицу) или форма поднимается снизу (в зависимости от модели вакуумного станка).
Материал по мере «натяжки» на матрицу будет приобретать её форму; при этом параллельно запускается вакуум-насос, выкачивающий воздух между листом и формой. Самостоятельно можно «помогать» машине, подходящими предметами делая оттиски во внутренних углах будущего изделия (при этом работая в перчатках во избежание термоожогов).
Среднее время цикла непосредственно формовки (не считая разогрев) – 40-120 секунд. Затем необходимо некоторое время выждать до того, как изделие охладится, выключить станок и снять отформованный лист.
Работать можно у себя в гараже (средний вакуум-формовочный станок много места не занимает – габариты в среднем метр на метр двадцать (или чуть больше)) либо снять маленькое помещение.
Если для вас вакуумная формовка будет являться не основным видом бизнеса, а всего лишь одним из инструментов для вашего бизнеса, то можно изготовить простейший вакуумный станок своими руками.
Преимущество технологии вакуумной формовки в том, что вы можете изготавливать широкий ассортимент товаров, при этом делать как единичные заказы, так и большие тиражи. Ниже я приведу перечень наиболее востребованных изделий, которые возможно изготовить методом вакуумной формовки:
— торговые манекены;
— бампера, обвесы, элементы тюнинга на автомобили;
— формы для изготовления тротуарной плитки, еврозаборов и т.д.;
— объемные буквы для рекламных вывесок;
— пластиковые тазики, корыта, для хозяйственных целей;
— акриловые ванные и душевые поддоны;
— корпуса на различную технику;
— блистерная упаковка и многое другое.
Что касается рекламы своего производства, то, возможно, она вам не потребуется – попробуйте вначале самостоятельно обойти ближайшие хозяйственные магазины и супермаркеты с предложением вёдер, тазиков, корыт и прочих пластиковых изделий, там продающихся. Наконец, не забывайте о бесплатных интернет-порталах, предназначенных для объявлений, а также рекламных газетах вашего города. Успехов!
Источник: petropan.ru
Изготовление корпуса для робота при ограниченном бюджете. Вакуумная формовка
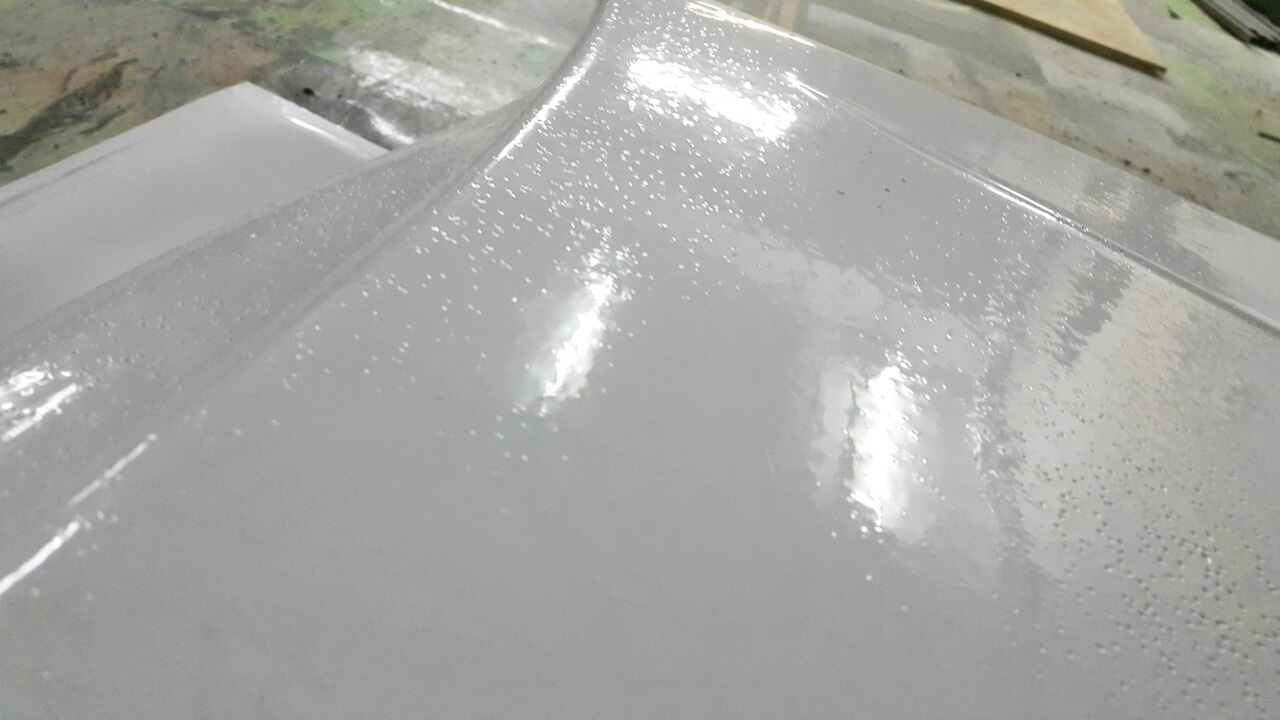
Как показать инвесторам красивый робот? Разработать красивый корпус. Как это сделать, пока нет инвестиций? Я постарался кратко описать свой путь. Мы разрабатываем робота для сбора мячей для гольфа на driving range. Без красивого корпуса очень сложно объяснить как робот будет выглядеть. В этой статье я расскажу как за 24000 руб.
получить корпус 1000мм x 800мм x 250мм, а так же о том какие грабли мы собрали по дороге. Возможно, это поможет Вам избежать наших ошибок.

Введение

Первый вариант корпуса мы изготовили из стекломата и эпоксидной смолы, это дало возможность оценить общие габариты и внешний вид в натуре. После внесения правок в модель мы начали поиск возможных бюджетных технологий изготовления корпуса.
Корпус можно изготовить литьем под давлением, но стоимость изготовления пресс-форм является огромным барьером для стартапа. Поэтому для изготовления верхней части было принято решение использовать термо-вакуумную формовку.
Вакуумная формовка изделий возможна на недорогом оборудовании и требуется небольших первоначальных вложений.
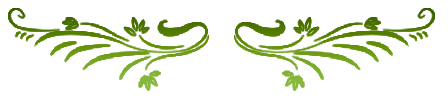
Подготовка модели. Первая ошибка
В модели должны отсутствовать отрицательные углы, т.е. все скосы и торцы должны иметь углы более 90 градусов. Боковые поверхности должны иметь хотя-бы минимальный уклон в 2-3 градуса, чтобы модель легко снималась с матрицы. Матрицу необходимо делать выше, т.к. в углах примыкания к столу воздух до конца невозможно убрать, это даст плавный загиб к столу. Нижнюю часть лучше срезать. На сколько делать выше зависит от толщины листа, мощности оборудования и того насколько сильно Вы будете разогревать полимерный материал.
Фрезеровка матрицы. Вторая ошибка
Первым делом, когда у Вас есть модель необходимо подготовить матрицу. На форумах я читал об использовании ДСП, но на практике чаще всего используют МДФ. Формы, которые требуют большую точность и рассчитаны на получение большего количества копий изготавливают из алюминия.
Наша вторая ошибка была в выборе подрядчика для фрезерования модели. Так как наша модель 1000мм x 800мм x 250мм., необходимо было сразу искать подрядчика с соответствующим рабочим полем станка ЧПУ. Мы же поверили в то, что можно без проблем собрать матрицу из 12 частей.

Потеряв время и деньги мы нашли другого подрядчика, который сделал матрицу из двух частей.

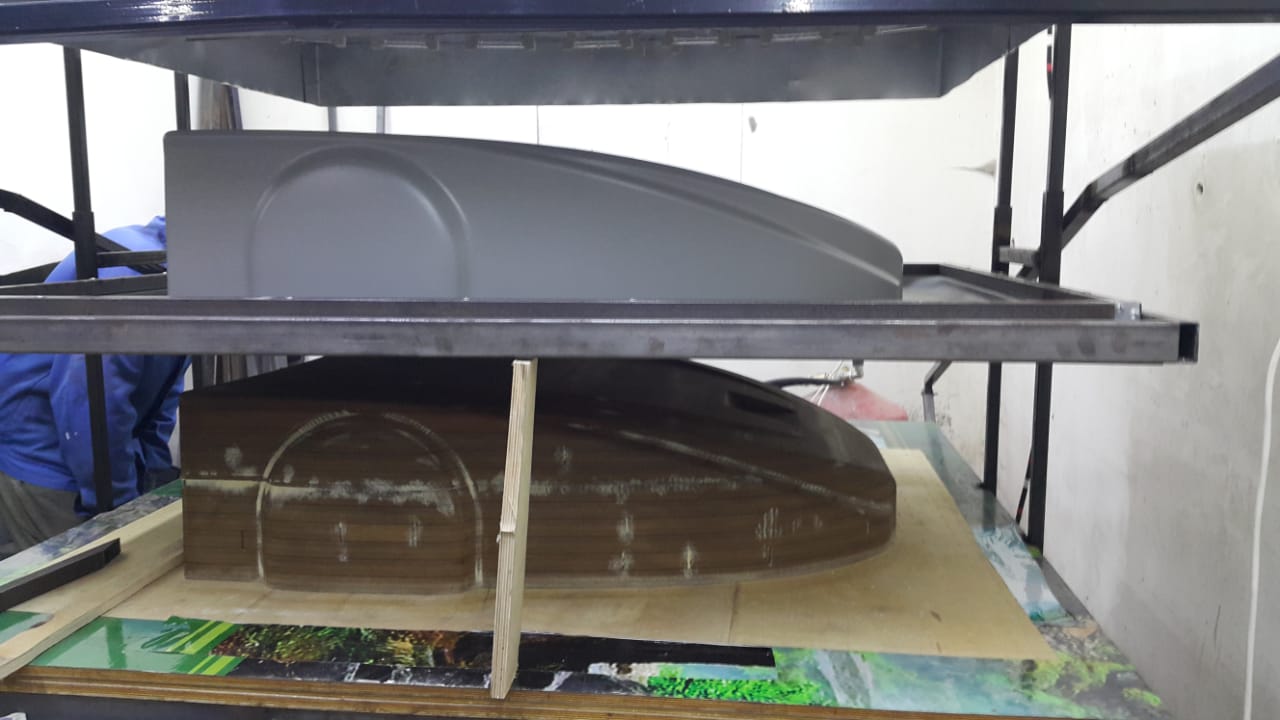
После фрезеровки МДФ полученные части необходимо склеить, отшкурить и покрыть слоем эпоксидной смолы для создания защитного слоя.

Вакуумная формовка. Третья, четвертая ошибка
Когда у Вас готова матрица можно приступать к процессу формовки. Мы решили сами сделать формовочный стол. Казалось бы, ничего сложного: стол необходимого размера с технологическими отверстиями для отведения воздуха, вакуумный насос, инфракрасные лампы. Под размеры модели заранее была сделана рама.

Фото нашего «станка» не сделали, но выглядело это примерно так. Сказалось отсутствие опыта. Качественного изделия не получилось.
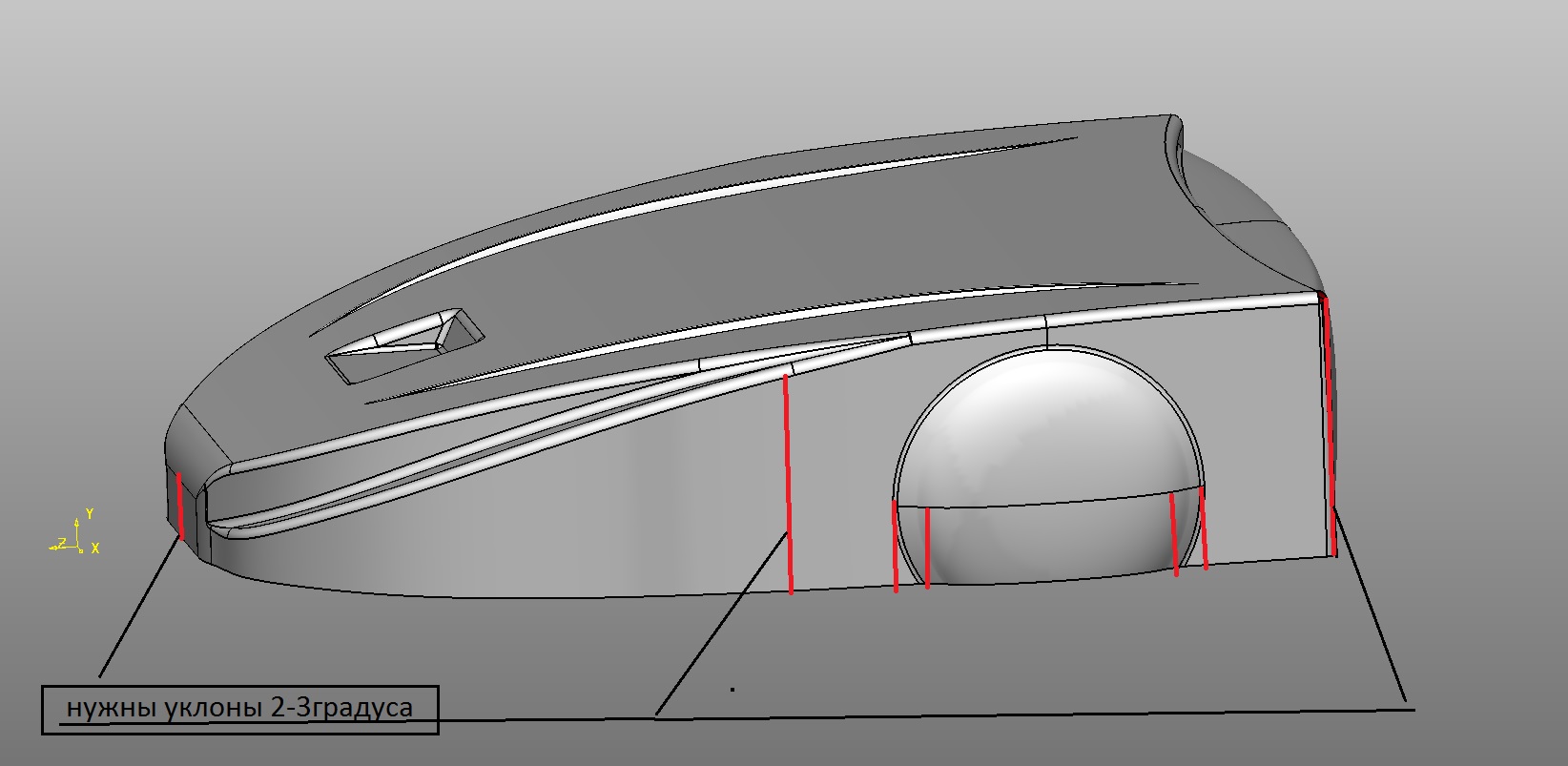
Наша четвертая ошибка была в том, что мы слишком рано купили листы АБС-пластика. Пока мы ждали модель, пластик абсорбировал влагу из воздуха. Из-за этого при формовании появились артефакты в виде пузырей, пришлось купить новые листы АБС.
И как иногда бывает, под конец наших мучений мы нашли знакомых, которые оказывают полный цикл услуг по подготовке модели и термо-вакуумной формовке. Находятся они в Нижнем Новгороде, но предложили помочь за очень адекватные деньги. В итоге процесс формовки мы полностью отдали на аутсорс.
Основной процесс формовки:
- Фиксация матрицы на вакуумном столе;
- Фиксация листа материала в раме. Важна фиксация листа по периметру, чтобы избежать деформации при нагреве;
- Нагрев полимерного материала. Важен равномерный прогрев всего листа, обычно используются инфракрасные излучатели или кварцевые лампы;
- Предварительная растяжка листа. Либо под собственным весом, либо воздухом;
- Вдавливание листа на матрицу;
- Откачка воздуха между листом и заготовкой;
- Охлаждение материала; Очень важный этап для избежания деформации изделия.
- Извлечение матрицы;
- Доработка изделия.
Видео процесса
Результат



Основные формируемые материалы
Технология вакуумной формовки — бизнес с тысячью применений



Торговые манекены, акриловые ванны, упаковки для инструментов, техники и игрушек, тазики, объёмные буквы применяемые для оформления салонов, кафе, магазинов, ресторанов, баров – что может быть общего у этих столь разноплановых в использовании и форме предметов?
Дело в том, что, как правило, все они изготавливаются одним общим интересным способом под названием вакуумная формовка. При наличии необходимого станка сам процесс формовки довольно несложный, а потому предоставляет возможность современного, пользующегося спросом бизнеса.
Ведь картонные коробки, в которые раньше повсеместно упаковывался самый разный товар – от техники до духов и сладостей – уверенно уступает место блистерным (пластиковым) упаковкам, повторяющим форму помещённого в них предмета. Огромным коммерческим преимуществом такого вида упаковок является то, что покупатель имеет здесь возможность предварительного осмотра товара и его преимуществ, в связи, с чем повышается вероятность его продажи (согласно психологическим исследованиям, товар в пластиковой упаковке раскупается на 15% больше, нежели в любой другой).
Метод вакуумной формовки и особенности применения
В вакуумной формовке используют атмосферное давление воздуха для получения изделия необходимой формы. Главная особенность метода — создание равномерного газостатического давления величиной в 1 атмосферу на всей поверхности заготовки. Отметим универсальность метода. Вакуум является рабочим инструментом, деформирующим изделие при вакуумной формовке.
В технологии вакуумно-пленочного формования вакуума формирует поверхность литейной формы из песка для последующей заливки расплавленного металла. В этом случае вакуум выполняет вспомогательную функцию.









Введение

Первый вариант корпуса мы изготовили из стекломата и эпоксидной смолы, это дало возможность оценить общие габариты и внешний вид в натуре. После внесения правок в модель мы начали поиск возможных бюджетных технологий изготовления корпуса.
Корпус можно изготовить литьем под давлением, но стоимость изготовления пресс-форм является огромным барьером для стартапа. Поэтому для изготовления верхней части было принято решение использовать термо-вакуумную формовку. Вакуумная формовка изделий возможна на недорогом оборудовании и требуется небольших первоначальных вложений.
Вакуумная формовка пластиков. Области применения
Вакуумным формованием получают детали пространственной формы из листовых термопластов. Разогретая листовая заготовка копирует форму полости в твердой матрице. При этом не требуется пуансон, что упрощает процесс изготовления формы и снижает издержки при производстве изделий. Эту технологию преимущественно применяют для масштабного производства объемных изделий. Иногда экономически целесообразно изготовление единичных изделий сложной формы или больших размеров.
Технологический процесс изготовления изделий из пластика методом вакуумной формовки включает несколько этапов. На первом этапе листовую заготовку нагревают в специальной камере и доводят до вязко-пластичного состояния. Затем разогретый материал помещают на матрицу и прижимают по контуру специальным прижимом.
На следующем этапе воздух откачивают из под заготовки и создают вакуум. Атмосферное давление плотно прижимает заготовку к поверхности матрицы до полного затвердевания. Для получения высокого качества изделия полость матрицы должна быть полированной и иметь плавные сопряжения различных поверхностей.
На следующем этапе готовое изделие выталкивают из полости матрицы, создавая давление воздуха. Следует отметить, что вместо отсоса воздуха иногда создают избыточное давление для заполнения пластиком полости матрицы. Такой технологический процесс называют пневматическим формованием.

Станок для вакуумной формовки пластика. Описание конструкции и технических характеристик некоторых моделей
Станки для вакуумной формовки просты по конструкции. Их разрабатывают и производят как специализированные «Flexplast», «Фолипласт», так и различные частные предприятия. В сети интернет-магазинов можно приобрести готовое оборудование и оснастку, а также заказать станок по спецзаказу.
Станок для формовки пластиков представляет собой бак определенных размеров. В комплекс входят рабочие органы и агрегат для создания вакуума, органы управления и энергообеспечения.
Размеры станков определяются габаритами получаемого изделия из листового термопласта. выпускает линейку станков с возможностью изготовления изделий в диапазоне от 400 х 400 до 5000 х 5000. Базовые модели ориентированы на размеры 600 х 600, 1000 х 100 и 2400 х 1400 мм с возможностью быстрой переналадки в сторону уменьшения размеров при необходимости выпуска соответствующей продукции.
Станки оборудованы кварцевыми нагревателями мощностью 8; 19,5; 55 кВт и насосами производительностью 200, 750, 1000 литров/мин., соответственно типоразмерам моделей. Эти устройства обеспечивают быстрый нагрев заготовки и создание вакуума. Предусмотрена возможность локального разогрева.
Станок с размерами стола 2400 х 1400 мм оборудован системой для предварительного выдува листа заготовки с последующим формованием готового изделия с требуемой точностью. Это позволяет существенно повысить производительность работы оборудования при изготовлении изделий больших размеров. Установки позволяют получать изделия из ПВХ, полистирола, полипропилена, полиэтилена и т.п.

Формы для вакуумной формовки. Материалы и особенности изготовления
Формы изготавливают из алюминия, эпоксидной смолы, МДФ, стеклопластика. На выбор материала влияют: масштабность производства, размеры изделия, температурный режим подготовки заготовки к процессу формования.
Формы из алюминиевых сплавов изготавливают литьем, а затем добиваются требуемой точности и качества с помощью фрезерования, шлифования и полирования. Формы из эпоксидной смолы получают путем заливки компаунда в мастер-форму, изготовленную по методу обратного копирования. Формы из МДФ и стеклопластика изготавливают горячим или теплым прессованием. В связи с различием физико-механических и химических свойств материалов, формы имеют различные эксплуатационные показатели. Главные из них: жесткость, химическая стойкость, долговечность и ремонтопригодность.






Подготовка модели. Первая ошибка

В модели должны отсутствовать отрицательные углы, т.е. все скосы и торцы должны иметь углы более 90 градусов. Боковые поверхности должны иметь хотя-бы минимальный уклон в 2-3 градуса, чтобы модель легко снималась с матрицы. Матрицу необходимо делать выше, т.к. в углах примыкания к столу воздух до конца невозможно убрать, это даст плавный загиб к столу. Нижнюю часть лучше срезать. На сколько делать выше зависит от толщины листа, мощности оборудования и того насколько сильно Вы будете разогревать полимерный материал.
Вакуумно-пленочная формовка. Особенности применения
Технология вакуумно-пленочной формовки или V – процесс, относится к сфере литейного производства и имеет мало общего с вакуумной формовкой, применяемой в производстве изделий из листового пластика. Объединяет эти два направления только использование вакуума для создания атмосферного давления. При вакуумной формовке, вакуум является рабочим инструментом, обеспечивающим основной технологический процесс изготовления детали, т.е. воздействует непосредственно на поверхность изделия. В технологии вакуумно-пленочного формования вакуум воздействует на поверхность песка, подготавливая литейную форму к заливке расплавленным металлом. В этом случае вакуум исполняет вспомогательную роль в производстве отливки, т.е. непосредственно на поверхность изделия – отливки не действует.
В технологии вакуумно-пленочной формовки (ВПФ) используется тонкая синтетическая пленка и тонкодисперсный кварцевый песок без примеси глины. Поверхность литейной формы накрывают пленкой, разогревают и откачивают воздух через микроскопические отверстия в подмодельной плите. Затем заполняют опоку кварцевым песком и накрывают следующим слоем пленки.
Откачивая воздух из промежутка между слоями пленки, создают твердый песчаный каркас, повторяющий форму модели. Откачка воздуха и поддержание вакуума продолжается в процессе заливки металла в форму вплоть до затвердевания готового изделия. В процессе заливки металла пленка газифицируется и газ проникает в песок, выполняя роль связующего.
Технология ВПФ создана в Японии и уже более 50 лет применяется в СССР и в странах постсоветского пространства, в том числе, в России для получения сложных отливок для различных сфер применения. Благодаря этой технологии удается значительно повысить точность и качество отливок и отказаться в ряде случаев от механической обработки. V — процесс пока не получил широкого распространения в нашей стране.
Преимущества технологии вакуумной формовки:
- Снижение издержек производства благодаря упрощению технологии изготовления литейных форм
- Увеличение ресурса работы всех элементов технологической оснастки
- Повышение точности и качества отливок
- Устранение операции обрубки и очистки поверхности отливок
- Повышение уровня экологической безопасности при проведении литейных операций
- Недостатки технологии:
- Необходимость поддержания вакуума в течение всего процесса изготовления отливки
- Усложнение оснастки и технологии ее изготовления
- Необходимость точного поддержания температуры пленки во избежание ее разрыва и образования брака литья
Пластинчато-роторные вакуумные насосы для формовки
Самые распространённые сейчас и исторически самые первые механические вакуумные насосы — платинчато-роторные.
Технология давно освоена, широкий выбор, низкие цены. На что нужно обратить внимание при выборе именно пластинчато-роторного насоса:
- нет необходимости в двухступенчатых насосах, хотя их можно использовать.
- обязательно нужен фильтр в тракте откачки, чтобы в полость насоса не засосало мусор с рабочего стола установки
- на старте, в начале откачки, пластинчато-роторный насос с масляным уплотнением выделяет в выхлопе масляный туман.
Поскольку в производстве вакуумных формовок стартовый режим — основной, требуется на выхлоп наноса установить специальный уловитель — маслоотбойник и так же стоит сделать отдельный трубопровод для выхлопных газов насоса из помещения, или расположить насос в отдельном помещении.