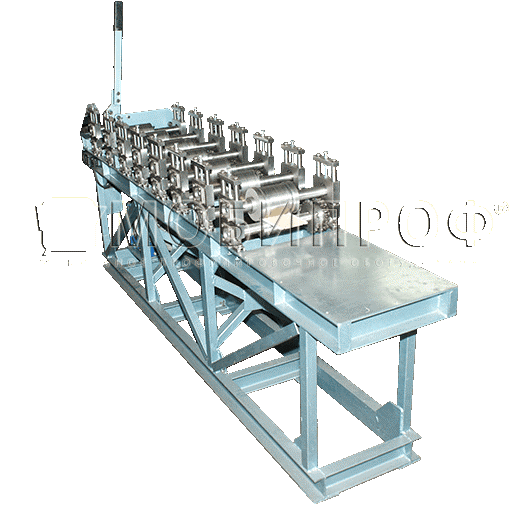
Большинство процветающих западных предприятий работают стабильно из года в год, потому что выбирают определенную нишу и становятся в ней лучшими. Металлические лотки для прокладки кабелей, которые производятся на оборудовании Липецкого завода профилегибочного оборудования, отличаются высоким качеством и пользуются спросом во всех регионах России. Проверенная временем надежность и доступная цена изделий становятся возможными при использовании современной автоматической линии отечественного производства.
В состав линии включены:
Разматыватель.
Профилегибочный стан.
Ножницы.
Приемное устройство.
САУ.
Преимущества автоматической линии по производству кабельных лотков:
Заводская гарантия 3 года.
Продуманный и несложный процесс переналадки на другой типоразмер.
Доставка и стоимость пусконаладочных работ входят в цену линии, указанную на сайте.
Создавайте бизнес в родном регионе. Заказывайте наше оборудование, производите качественные кабельные лотки по доступным ценам. Спрос на хороший товар есть всегда. Автоматические линии от ЛЗПО – это эффективный старт с минимальными вложениями.
Как производят кабельные лотки 4 типа кабельных лотков
Источник: www.steelland.ru
Кабельные лотки и короба: как «выжить» производителю

Не секрет, что в современных условиях «капиталистического» мира экономические законы диктуются рынком и только рынком. То есть, рынок определяет спрос и диктует свою цену. Классическая формула «себестоимость + прибыль = цена» перевернулась и приобрела вид «прибыль = цена – себестоимость», поскольку в условиях современного хозяйствования цена является константой и мало подвержена влиянию производителя (за исключением раскрученных брендов). Соответственно, производителю в целях выживания в жестких условиях конкурентной среды приходится приобретать технологическую и экономическую гибкость, чтобы дать рынку востребованный продукт по приемлемой цене. Все это в полной мере относится и к производителям кабельных лотков, коробов и прочих комплектующих для организации СКС (структурированных кабеленесущих систем).
Потребитель, являясь непосредственным представителем рынка, диктует свои условия, которые все более часто сводятся к требованию предоставления технического решения «под ключ»: от проекта до сдачи объекта в эксплуатацию. А поскольку рынок не терпит пустоты, то появляются интеграторы технических решений, которые сами могут не являться производителями, но предоставляют инжиниринговые услуги от «А» до «Я», то есть, от проекта до монтажа и сдачу в эксплуатацию. Такая схема производства носит название OEM, от английского Original Equipment Manufacturer, и можно выделить ОЕМ-интегратора и ОЕМ-подрядчиков.
Оборудование для производства металлических кабельных лотков
Производитель проволочных и лестничных лотков, глухих и перфорированных коробов, а также прочих комплектующих для организации кабеленесущей системы, если не участвует в проекте, монтаже и сдаче в эксплуатацию, автоматически попадает в категорию ОЕМ-подрядчика, то есть, просто продает комплектующие ОЕМ-интегратору. А поскольку рынок насыщен конкурентами, то ОЕМ-подрядчик должен стремиться занять в нем более чем устойчивое место.
Ключевые критерии конкурентной способности
Качество

На первом месте, как ни крути, стоит все же качество, правда с учетом соотношения цены.
В настоящее время отечественные производители кабельных лотков и коробов существенно подтянулись в этом плане и предлагают рынку продукцию не хуже европейской. Современные технологические линии и система управления качеством дают возможность поставлять кабельные лотки и короба ничуть не уступающие западным и европейским аналогам. При этом цена металлических кабельных лотков за счет «местного» производства является весьма приятным фактором для отечественного рынка.
Своевременные поставки

Сроки поставки металлических коробов и лотков также являются немаловажным фактором при выборе ОЕМ-подрядчика. Кабеленесущие системы относятся к унифицированным изделиям, и спрос на индивидуальную продукцию возникает редко. В основном проектанты или ОЕМ-интегратор в проекты закладывают стандартную продукцию, ориентируясь на типоразмеры каталогов производителя кабельных лотков и аксессуаров.
Подобная стандартизация дает возможность производителю широко использовать складские заделы. То есть, на момент заказа кабельных лотков или прочих комплектующих для кабеленесущей системы вся продукция уже находится на складе, принятая секцией технического контроля и упакованная для транспортировки.
Чтобы улучшить логистику (сократить транспортные расходы и время на перевоз готовой продукции) производители электротехнических коробов и лотков в силу своих возможностей открывают несколько складов в разных регионах.
Лучшие технические предложения
Среди ОЕМ-подрядчиков интегратор при прочих равных условиях отдаст предпочтение наиболее «интеллектуальным». То есть, тем компаниям, которые не просто копируют чужие технические решения, а ведут собственные исследования и занимаются инновационными разработками.
Данное преимущество дает возможность производителю кабельных лотков предлагать рынку новые, более совершенные кабеленесущие системы, преимущества которых могут заключаться в большей несущей способности системы, ее более длительного срока службы, уменьшении удельного веса, упрощении монтажа и пр.
Широкая номенклатура
Чем шире номенклатура комплектующих кабеленесущих систем, тем выгоднее будет выглядеть ОЕМ-подрядчик в глазах инжинирингового интегратора. Вид, количество, типоразмеры кабельных лотков и способ их крепления определяется проектом. Если производитель электротехнических коробов способен перекрывать потребности любого проекта (от самого маленького до самого большого), — это однозначно положительный момент для его репутации на рынке.
Собственное производство с замкнутым циклом
В ОЕМ-схеме нет места промежуточным звеньям в виде перекупщиков. Цепь отношений строится как «заказчик – ОЕМ-интегратор – ОЕМ-подрядчики». При этом могут рассматриваться, как сами производители кабельных лотков, так и их дилеры.
Собственное производство тем выгоднее смотрится, чем полнее его цикл. Оптимально, когда изготовитель электротехнических коробов и кабельных лотков самостоятельно выполняет полностью все работы: от закупки сырья и материалов до финишной окраски или цинкования с последующей транспортной упаковкой.
Расширенный или нестандартный ассортимент

Существенным конкурентным преимуществом производителя кабельных лотков является возможность изготавливать продукцию вне каталога, то есть, нестандартных типоразмеров.
Чем больше проект СКС, тем выше вероятность возникновения необходимости принятия нестандартных решений. Если таковые возникают, то проектант или ОЕМ-интегратор в первую очередь будет рассматривать потенциального подрядчика с более гибкими технологиями.
Клиентоориентированность
Для того чтобы «выжить» в конкурентной среде, производитель кабельных лотков и коробов должен быть максимально ориентирован на интересы и требования клиента (даже потенциального). При этом в процесс должны быть вовлечены не только маркетинговые службы, контактирующие непосредственно с заказчиками, но и весь персонал: от рабочих до конструкторов.
Клиентоориентированность позволяет быстрее находить точки соприкосновения и способствует ускоренному подписанию контракта.
И напоследок…
На постсоветском пространстве организация работ по ОЕМ-схеме — еще довольно редкий «зверь». Но в стране Восходящего Солнца, Европе и Соединенных Штатах многие производители вполне успешно работают по подобной схеме уже десятки лет. В качестве примера можно привести автомобилестроение (Toyota, Nissan, Hyundai и пр.), авиастроение (Boeing) и др., когда бизнес-интегратор использует сторонние площади подрядчиков для производства, а за собой оставляет только интеллектуальный труд, принятие технических решений и, в крайнем случае, финальную сборку.
- Техническая библиотека
- Выбор системы металлических лотков
- Критерии выбора металлических лотков
- Рекомендованные примеры по сборке подвесов
- Применение крепежных элементов
- Таблица соответствия лотков
- Исполнение кабельных лотков
- Допустимые нагрузки
- Способы монтажа поворотов, отводов проволочных лотков
- Преимущества проволочных кабельных лотков
- Применение лестничных лотков
- Разновидности кабельных лотков
- Пластиковые кабельные лотки
- Новые соединения лестничных лотков
- Заземление и молниезащита
- Монтаж электропроводки
- Правила укладки кабелей
- Эволюция кабеленесущих систем
- Огнестойкие кабельные системы
- Кабельные лотки – технические требования
- Кабельные лотки – термины и определения
- Проводка в деревянном доме
- Экранирование пластиковых кабельных коробов
- Кабельные лотки из нержавеющих сталей
- Обработка поверхности кабельных лотков
- Кабельные системы в офисных помещениях
- Производство металлических кабельных лотков
- Проектирование и размещения силового оборудования
- Кабельные лотки при инсталляции кабеленесущих систем
- Способы прокладки кабелей и проводов
- Размещение кабелей и проводов различного назначения
- Прокладка проводов в зависимости от внешних факторов
- Кабельные лотки особого назначения
- Как «выжить» производителю
- Проволочные лотки на российском рынке
Источник: www.nvlotki.ru
Изготовление кабельных лотков

Кабельные лотки широко применяют в системах электроснабжения жилых, производственных, общественных и коммерческих объектов. Рассмотрим нюансы технологического процесса производства изделий, необходимых для изготовления станков, параметры выбора оборудования.

Производство кабельных лотков
Какое оборудование нужно для изготовления кабельных лотков
Самый распространенный материал для изготовления изделий для кабельных систем – рулонный прокат нержавеющей или низкоуглеродистой конструкционной стали толщиной 0,5-1,2 мм. Толщина усиленных лотков может составлять до 2 мм.
Для производства понадобятся:
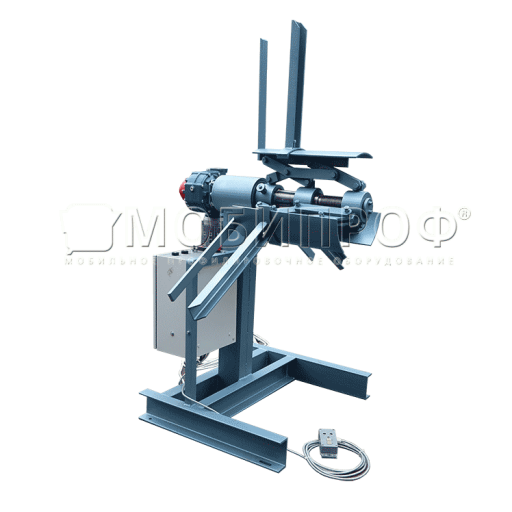
- Размотчик рулонного металла. Оборудование предназначено для размотки рулонов стального проката.
- Станок для раскроя рулона. При использовании стальных рулонов подходящей ширины, можно обойтись одним размывателем. Для изготовления лотков из широкого проката требуется оборудование для продольного раскроя металла на полосы.
- Смотчик штрипс. Станок предназначен для сматывания металлических полос и последующей их подачи на оборудование для профилирования.
- Профилировочные станки. Оборудование предназначено для придания металлической полосе формы лотка. Для лотка и крышки кабельной конструкции необходимо 2 профилировочных станка с советующими настройками.
Процесс изготовления осуществляется в следующем порядке. Металлический рулон ставят на размыватель, заправляют в станок продольного раскроя. Стальной прокат раскраивается на штрипсы. Далее полосы сматываются или подаются на профилировочный станок. Прокатные ролики придают штрипсу форму лотка, формируют замковое соединение.
Производство крышек кабельных конструкций осуществляется аналогичным образом.
Описание и выбор станков для производства кабельных лотков
Первый этап производства – размотка рулонного металла. Компания «МОБИПРОФ» выпускает несколько серий размотчиков с ручным и электрическим приводом. Если лотки производят из штрипс, требуются консольный станок, рассчитанный на рулоны шириной 10-350 мм и внутренним Ø рулона от 380 до 630 мм. Свободный конец вала оборудования позволяет экономить время на установку рулона, станки имеют небольшие габариты и массу. Консольные станки:
- Оснащены лепестками для центрирования рулона.
- Имеют защиту от произвольного разматывания по инерции.
- Могут регулировать скорость подачи.
- Совместимы с устройствами автоматического управления (приводные модели).
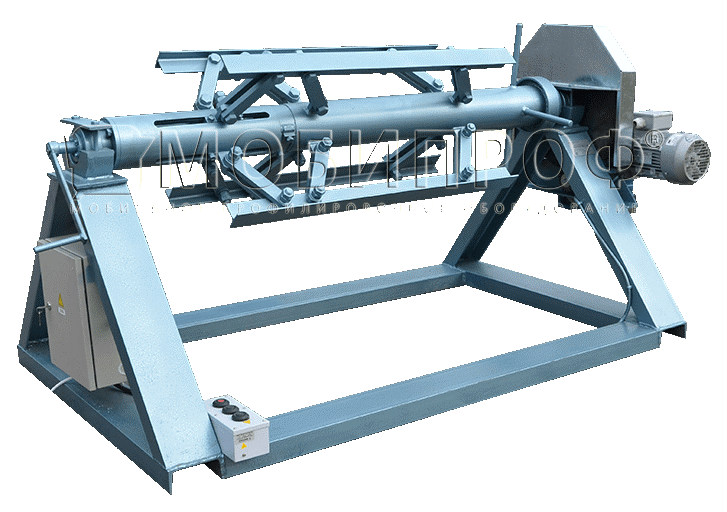
Для производства кабельных лотков из широких рулонов металлопроката требуется двухопорный или мобильный размотчик. Оборудование может работать с тяжелыми рулонами до 8 тонн шириной до 1500 мм. Станки для разматывания рулонного металла:
- Имеют регулируемую скорость размотки (вручную или переключением скорости вращения вала).
- Могут работать с рулонным прокатом внутренним диаметром 415-620 мм (регулируется вручную).
- Совместимы с блоком автоматизации для синхронизации со станком продольного раскроя (модели с электродвигателями).
Выбор станков для размотки осуществляется по техническим параметрам и условиям эксплуатации. При этом учитывают допустимый вес, внутренний диаметр и ширину рулона, интервал регулирования скорости подачи, размеры, массу оборудования, потребляемую электрическую мощность и номинальное напряжение, возможность установки АСУ (последние 3 критерия – для моделей с электроприводом).
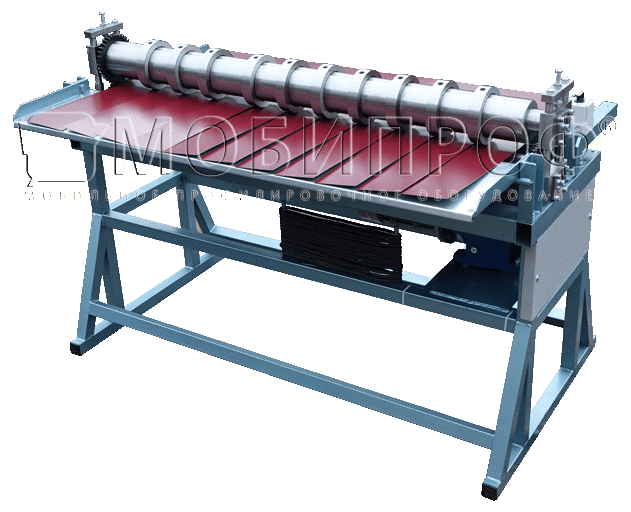
Следующий этап изготовления кабельных лотков – раскрой рулонного металла. Для этого используют станки продольно-поперечной резки. Оборудование раскраивает сталь на штрипсы заданной ширины, необходимые для изготовления конструкций для кабеленесущих систем. Режущие ролики станков изготовлены из инструментальной стали и подвергнуты объемной закалке.
Оборудование обеспечивает точное соблюдение заданных размеров и отличное качество линии реза. Ряд моделей предусматривает установку дисковых ножей для поперечного раскроя на полосы заданной длины.
Оборудование продольно-поперечной резки выбирают по следующим характеристикам:
- Производительность. При автоматизированном производстве производительность должна быть совместима с аналогичным параметром станков технологической линии.
- Допустимые толщина, ширина обрабатываемого металла.
- Минимальная и максимальная ширина полосы.
- Количество пар дисковых ножей (влияет на точность реза и толщину раскраиваемого металла)
- Размеры, масса станка.
Компания «МОБИПРОФ» также предлагает готовые линии по раскрою рулонного металла на штрипсы мерной длины. В них входят станок для размотки и оборудование продольно-поперечного реза. Оборудование имеет одинаковую производительность, оснащено системой автоматизации для управления и синхронного регулирования производительности.
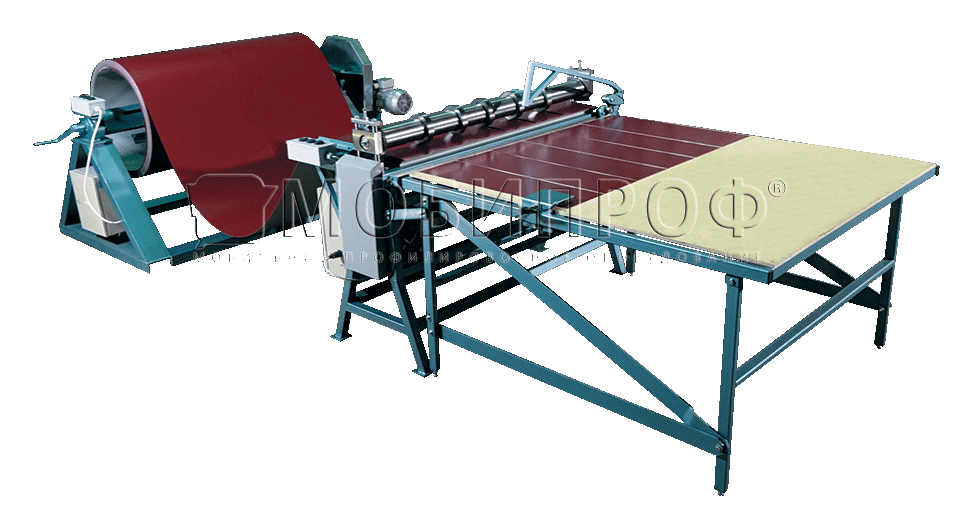
При изготовлении длинных кабельных лотков из широких рулонов может понадобиться смотчик полос. Намотчик металла встраивается в линию раскроя с разматывателем и станком продольно-поперечной резки. Оборудование предназначено для сматывания штрипс мерной ширины в рулоны, для последующей подачи на профилировочный станок.
- Оснащено разделительными роликами для одновременного сматывания нескольких рулонов минимальной ширины до 45 мм.
- Имеет систему самонатяжения для получения плотных бухт штрипсов.
- Может регулировать скорость смотки в соответствии с производительностью станков для раскроя.
- Имеет значительную грузоподъемность до 10 т.
Конструкция намотчика предусматривает установку модуля автоматического управления для согласованной работы со станком продольного раскроя.
Главный этап производства кабельных лотков – профилирование. Для этого применяют специализированные прокатные станки. Придание металлической полосе формы лотка и крышки прокатом между роликами – гораздо проще штамповки. Таким способом можно изготавливать кабельные конструкции неограниченной длины, роликовые профилировочные станки значительно проще и дешевле штамповочных прессов.
Оборудование для профилирования:
- Легко подстраивается под металл различной толщины 0,5- 1,2 мм.
- Имеет регулируемую производительность от 0,5 до 10 м/мин.
- Может комплектоваться сабельными ножницами для нарезки штрипс перед профилированием.
По запросу возможна установка преобразователя частоты для плавной регулировки подачи. Профилировочные ролики изготовлены из инструментальной легированной стали, прошедшей специальную обработку. Рабочий инструмент стоек к износу, позволяет точно выдерживать размеры и конфигурацию кабельного лотка и крышки.
Главный критерий выбора станка – назначение. Каждая единица оборудования предназначена для изготовления определенного профиля. Для лотка и крышки требуются два отдельных станка. Перенастройка возможна только в заводских условиях. При выборе также учитывают:
- Толщину металлопроката.
- Ширину штрипса для кабельного лотка.
- Напряжение питания и электрическую мощность.
- Массу и габариты станка.
- Интервал регулирования скорости подачи.
- Возможность установки дополнительных устройств.
Профилировочные станки для изготовления кабельных лотков с крышками обладают значительным рабочим ресурсом. При разработке оборудования был учтен большой производственный опыт. Станки надежны, просты в эксплуатации и обслуживании, нетребовательны к внешним условиям.
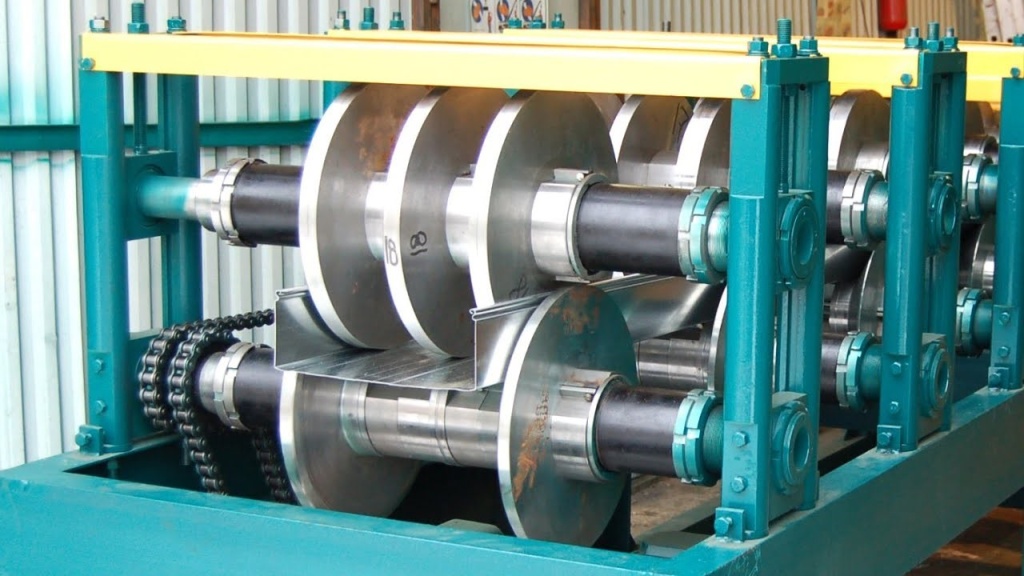
Кабельный лоток – процесс профилирования
Организация производства кабельных лотков на базе от «МОБИПРОФ» позволяет быстро выйти на окупаемость и получение прибыли путем повышения производительности и существенного снижения издержек за счет уменьшения брака, расходов на электроэнергию, ремонт, обслуживание оборудования. Компания «МОБИПРОФ» производит станки для любых объемов производства. У нас можно купить оборудование для мелко-, крупносерийного и массового производства кабельных лотков.
Источник: www.mobiprof.ru